W technologii formowania wtryskowego jednym z najbardziej kluczowych parametrów technologicznych jest czas cyklu. Jego znaczenie wynika z faktu, że ów parametr ma bezpośredni wpływ na wydajność całego procesu produkcyjnego.
Czas cyklu może zostać zdefiniowany jako całkowity czas potrzebny do realizacja jednego cyklu producyjnego w formowaniu wtryskowych. Do jego podstawowych składowych należą: czas otwierania i zamykania formy (tak zwany czas suchego cyklu), czas uplastyczniania materiału oraz czas chłodzenia. Jednakże, każdy z etapów uwarunkowany jest szeregiem czynników, których zrozumienie i optymalizacja są podstawą sprawnego przetwórstwa. Co więcej, minimalizacja czasu cyklu wynika również z czynników czysto ekonomicznych, gdyż szacuje się, że każda sekunda dodana do czasu cyklu skutkuje wzrostem ceny detalu o circa 0,01 PLN. W dużym uproszczeniu można założyć, że 1 s w cyklu formowania wtryskowego jest warta 1 gr.
Czytając ten artykuł dowiesz się na co zwrócić uwagę, szacując długość czasu cyklu dla procesu wtryskiwania.

Jakie etapy składają się na czas cyklu?
Wspomniane zostało już, że cykl w formowaniu wtryskowym podzielony jest na 3 główne etapy: suchy cykl, uplastycznianie i chłodzenie. Jak tylko forma wtryskowa się zamknie, ślimak przesuwa uplastycznioną wcześnię porcję tworzywa, która następnie zostaje wtryśnięta pod ciśnieniem do wnętrza formy.
Od tego momentu zaczyna się najbardziej intensywny proces chłodzenia, którego nieodłączną częścią jest skurcz detalu zależny przede wszystkim od rodzaju materiału. Medium chłodzącym w maszynie wtryskowej jest przeważnie woda (często z dodatkiem chłodziwa) lub olej. Tymczasem ślimak cofa się, zaś nowa porcja granulatu zostaje pobrana do strefy uplastyczniania w celu stopniowego zmiękczenia przetwarzanego tworzywa.
Po zakończeniu procesu chłodzenia, forma zostaje otwarta a system wypychaczy wyrzuca detal z formy. Jako, że jest to ciągły proces technologiczny po każdym cyklu automatycznie następuje kolejny.
Przebieg cyklu wtryskiwania został schematycznie zaprezentowany na grafice poniżej (Ryc. 1).
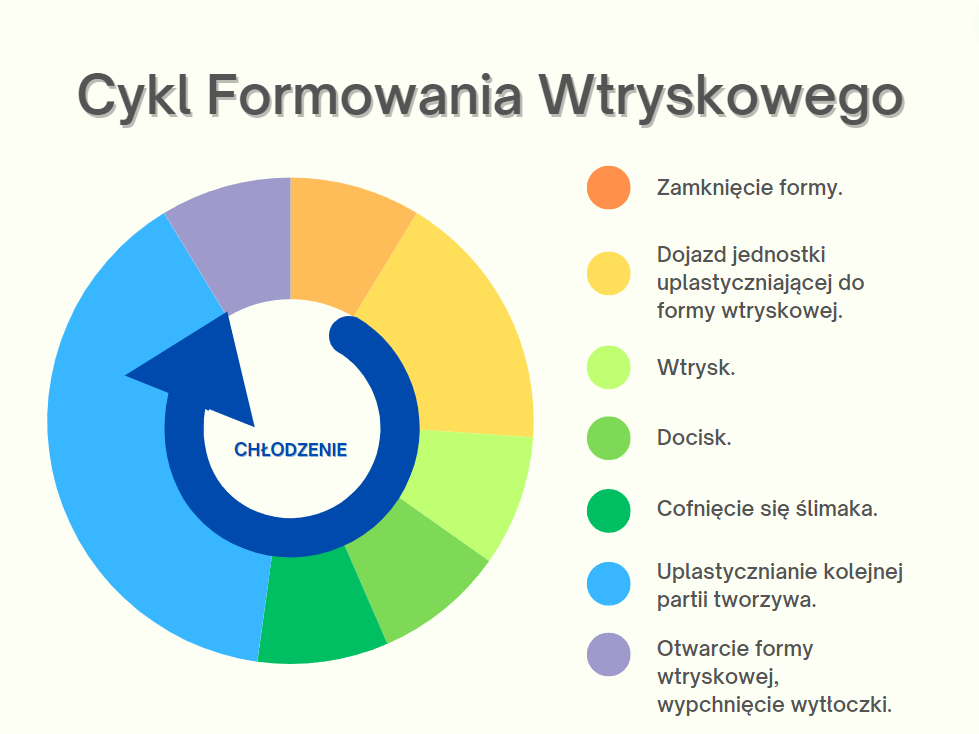
Ryc. 1. Uproszczony schemat cyklu formowania wtryskowego
Nawiązując do grafiki przedstawionej powyżej, widoczne jest, że podstawowymi składowymi procesu formowania wtryskowego są: zamknięcie formy – ok. 5%, dojazd jednostki uplastyczniającej – 15%, wtrysk – ok. 5%, chłodzenie w formie – 70%, zaś otwarcie formy w celu uwolnienia wytłoczki – ok. 5%.
Jakie są główne determinanty długości czasu cyklu?
Charakterystyka detalu.
Proces optymalizacji powinien rozpocząć się już na etapie projektowania detalu. Jeśli nie ma możliwości ingerencji w model, kolejnym krokiem jest jak najbardziej efektywne zaprojektowanie formy wtryskowej.
Rozmiar detalu i jego charakterystyka są głównymi czynnikami, które determinują czy czas cyklu będzie krótszy czy dłuższy. Im grubsze są ścianki detalu, tym czas chłodzenia bardziej się wydłuża, jednak nie da się uprościć tego zjawiska do relacji liniowej. Co więcej, im bardziej detal jest zaawansowany geometrycznie, tym istotniejszy wpływ może wywierać to na cały cykl.
Właściwości materiału.
Kluczowym jest również zrozumienie wpływu struktury krystalicznej na parametry przetwórcze. Polimery klasyfikuje się między innymi względem stopnia krystaliczności (ang. degree of crystallinity, %) czyli udziału masy obszarów krystalicznych w masie całkowitej materiału.
Polimery częściowo krystaliczne (o wysokim stopniu krystaliczności) tworzą charakterystyczne okrągłe struktury o budowie radialnej, zwane sferolitami.
W przeciwieństwie do wyżej wymienionych struktur, polimery amorficzne charakteryzują się brakiem uporządkowania łańcuchów w strukturze, które pozostają nieregularnie skłębione. Zrozumienie tego jest istotne, ponieważ im wyższy stopień krystaliczności polimeru, tym węższy zakres temperatur, w których tworzywo podlega uplastycznieniu. Oznacza to również, że lepkość materiału bardzo gwałtownie spada, gdy punkt topnienia zostaje osiągnięty.
W przypadku materiałów typowo amorficznych (np. polistyren, poliwęglan, polichlorek winylu) ten zakres jest znacznie szerszy, gdyż materiał nie posiada temperatury topnienia, a dolną granicę spadku lepkości stanowi temperatura zeszklenia (ang. glass transition temperature, Tg).
Co więcej, warto wspomnieć o podatności na działanie sił ścinających. Jednym z przykładów jest twarde PVC, którego przetwórstwo wymaga zastosowania niższej szybkości wtrysku oraz bardzo wąskiego zakresu temperatur przetwórczych, aby zapobiec defektom, jak również degradacji materiału.
Konstrukcja formy wtryskowej.
Forma wtryskowa powinna być zaprojektowana w taki sposób, aby zagwarantować jak najlepszą jakość detalu. Dodatkowo, odpowiednia konstrukcja pozwala na optymalizację czasu chłodzenia, przykładowo poprzez odpowiednie rozmieszczenie kanałów chłodzących. W ten sposób, można pozwolić na znaczne skrócenie czasu chłodzenia.
Co więcej, istotne znaczenie ma również typ zastosowanego połączenia z dyszą – zastosowanie układu zimno- lub gorącokanałowego. Szczególnie w przypadku produkcji dużych elementów forma gorącokanałowa może pozwolić na optymalizację procesu przetwórczego, ponieważ przepływ tworzywa jest dużo sprawniejszy. Warto wspomnieć, że szacuje się, że forma gorącokanałowa usprawnia proces formowania wtryskowego o ok. 4-5%.

Typ oraz tonaż maszyny.
Obecnie główna klasyfikacja maszyn wtryskowych oparta jest o tonaż, a także w zależności od napędu. Wyróżnia się maszyny elektryczne, hydrauliczne, a także hybrydowe, jednakże to pierwsze z nich charakteryzują się najlepszą powtarzalnością i precyzją.
Jeśli chodzi o tonaż, waha się on pomiędzy kilkadziesiąt a nawet kilkaset ton. W praktyce, istnieją trzy główne czynniki, które mają decydujący wpływ na dedykowany tonaż maszyny, a więc i siłę zacisku. Są to: grubość ścianki detalu, długość przepływu oraz rodzaj tworzywa. Im lepiej dobrany tonaż maszyny do formy wtryskowej, tym krótszy jest czas cyklu.
Co więcej, zastosowanie maszyny, charakteryzującej się szybkim wtryskiwaniem pozwoli na zwiększenie wydajności procesu. Dodatkowym usprawnieniem jest zadbanie o sprawne działanie zasuwy zaworu do wtryskiwania. W ten sposób jakość detalu jest lepsza, jak również minimalizuje się prawdopodobieństwo spadku ciśnienia.
Doświadczenie operatora.
Jest to niezaprzeczalnie czynnik o znacznym stopniu subiektywności. Sugerowany czas cyklu zawarty w dokumentacji technicznej formy jest zazwyczaj jedynie sugestią, a nie wyznacznikiem doboru parametrów procesowych dla formowania wtryskowego.
Doświadczenie operatora jest kluczowe, szczególnie przy skomplikowanej geometrii detalu, która nierzadko wydłuża proces samego prototypowania. Ponadto, długość samego cyklu będzie się nieznacznie różniła w zależności od oceny danego wytwórcy.
Inne czynniki mechaniczno-procesowe.
Nominalna siła zacisku maszyny wtryskowej zależy również od stosowanego rodzaju zacisków. Wyróżnia się trzy rodzaje owego oprzyrządowania – przełączające (mechaniczne), hydrauliczne i hydromechaniczne. Pierwsze z nich pozwalają na osiągnięcie najkrótszego czasu cyklu poprzez zwiększenie szybkości działania płyty dociskowej. Zaciski hydrauliczne zaś, działają w oparciu o wywierane ciśnienie hydrauliczne, generowane poprzez system, którego głównym elementem jest pompa hydrauliczna.
Ponadto, istotne znaczenie dla przebiegu procesu wtryskiwania ma sama konstrukcja ślimaka. W przemyśle stosuje się coraz częściej tak zwane ślimaki barierowe. Pozwalają one na zwiększenie wydajności uplastycznienia przetwarzanego tworzywa, tym samym pozwalając na zmniejszenie czasu cyklu nawet o 60% (dla PE). Co więcej, czas powrotu ślimaka do pozycji początkowej (ang. recovery time) jest również krótszy, skąd wynika znaczące usprawnienie procesu.
W jaki sposób oszacować można czas cyklu?
Czas Wtrysku
Istnieje wiele uproszczonych modeli matematycznych, których celem jest umożliwienie jak najdokładniejszego oszacowania czasu cyklu. Sam czas wtrysku można uprościć do wzoru:
T = V/(20-50%×v) + t
gdzie T – całkowity czas wtrysku [s], V – objętość wtryskiwanego materiału [cm3], v – maksymalna szybkość wtryskiwania [cm3/s], t – stała czasowa [s]. Objętość zależy od wielkości detalu, grubości ścianki, a także wielkości wlewu. Stała czasowa uzależniona jest od tonażu maszyny, t.j. dla maszyn w przedziale 80-200 t wartość t wynosi 1-2 s, dla 200-500 t ok. 2-3 s, zaś dla 500-1000 t ok. 3-4 s.
Czas Suchego Cyklu
Do powyższych obliczeń należy doliczyć również czas suchego cyklu, który również determinowany jest siłą zaciskową maszyny. Waha się on między 4-8 s dla maszyn o mniejszym tonażu (<200 t) a 8-15 s dla 200-1000 t. Ponadto, należy oszacować również czas zacisku, który zależy przede wszystkim od rodzaju tworzywa. Mieści się on zazwyczaj w przedziale 30-80% długości czasu wtrysku oraz ma bezpośredni wpływ na jakość wypełnienia formy przez uplastyczniony materiał.
Czas Chłodzenia
Najbardziej złożoną procedurą jest szacowanie czasu chłodzenia (Tch, s), ponieważ zależy on w dużej mierze zarówno od geometrii, jak i materiału, z którego wytwarzany jest detal. Długość czasu chłodzenia można oszacować dzięki równaniu:
Tch = (a×x2)/(ᴨ×Td×k)
gdzie a – stała zależna od geometrii detalu, x – grubość ścianki detalu [mm], Td – gradient między temperaturą uplastycznionego materiału a temperaturą formy [°C], k – współczynnik przenikania ciepła [W/(m2×°C)].
Podsumowanie
Potrzeba dobrego zrozumienia, na czym polega cykl formowania wtryskowego, jest jak najbardziej uzasadniona. Wynika ona z chęci usprawnienia procesu produkcyjnego w celu podniesienia wydajności produkcji, uzyskania lepszej jakości otrzymywanego detalu, a także lepszego zarządzania nakładami finansowymi.
Jeśli chcesz dowiedzieć się więcej o samych formach wtryskowych, zapraszamy do zapoznania się z poniższym artykułem:
Literatura
[1] https://www.improve-your-injection-molding.com/estimating-cycle-time.html
[2] https://www.plastics.toray/technical/amilan/tec_012.html
[3] https://www.ptonline.com/articles/how-do-you-estimate-cycle-time
[4] https://www.ledwellplastics.com/injection-moulding-enhancing-cycle-times/
[5] https://prototool.com/injection-molding-cycle/
[6] https://www.ptonline.com/articles/get-better-at-quoting-injection-molded-parts-part-3
[7] https://www.researchgate.net/publication/333260757_Cycle_Time_Optimization_in_Injection_Moul ding
[8] https://spirameltgroup.com/2022/08/09/how-do-barrier-screws-work/
[9] https://moldie.net/pl/injection-molded-parts/
[10] https://www.plastech.pl/wiadomosci/Wplyw-cech-konstrukcyjnych-slimaka-na-przebieg-procesu-7 073
[11] https://www.linkedin.com/advice/1/how-can-you-calculate-cooling-time-injection
[12] https://firstmold.com/guides/holding-pressure-and-holding-time/
