Einführung
Plastipol Poland hat für Eko-Bio eine erfolgreiche Serienproduktion von Abdeckungen und Erweiterungen für Hauskläranlagen durchgeführt. Der Deckel bildet zusammen mit dem Aufsatz einen Schachtüberbau, um von außen in das Innere des Klärwerksbeckens zu gelangen. Aufgrund der großen Abmessungen des Produkts (Satz 630x330x150) war eine Umsetzung in die Serienproduktion nur mit Hilfe der Rotationsgusstechnologie möglich. Die Prämisse war, die zeitaufwändige und unansehnliche Laminiertechnik durch eine wiederholbare, präzise Rotationsformtechnik zu ersetzen. Dank der Anwendung des technologischen Know-hows und unserer Verarbeitungsmöglichkeiten können die Schächte etwa 300 % schneller hergestellt werden, und ihre Stückkosten sind um etwa 50 % niedriger. Das Produkt ist ästhetisch sehr viel ansprechender geworden. Darüber hinaus ermöglichte das Verfahren die Verwendung von LDPE-Material mit festigkeitssteigernden Zusätzen. Das Ergebnis ist ein ästhetisch ansprechenderes Erscheinungsbild sowie eine um ca. 260 Prozent längere Lebensdauer (bis zu sieben Jahre im Außeneinsatz bei 90 Prozent Erhalt der Eigenschaften) dank eines verbesserten UV-Schutzes.

Beschreibung der Rotationsguss- und Laminiertechnik
Rotationsformen
Das Rotationsgießen ist eine der modernen Formen der Kunststoffverarbeitung, die sich zunehmender Beliebtheit erfreut. Das Rotationsgussverfahren, auch Rotations- oder Schleuderguss genannt, nutzt die Schwerkraft, die auf das Gussmaterial wirkt. Tworzywo wprowadzane jest do formy najczęściej w postaci proszku, następnie pod wpływem ogrzania formy ulega stopieniu w jej gnieździe. Zestalenie lub utwardzenie tworzywa następuje w obracającej się formie, która następnie jest zatrzymywana, otwierana i z jej gniazda wyjmowany jest odlew.
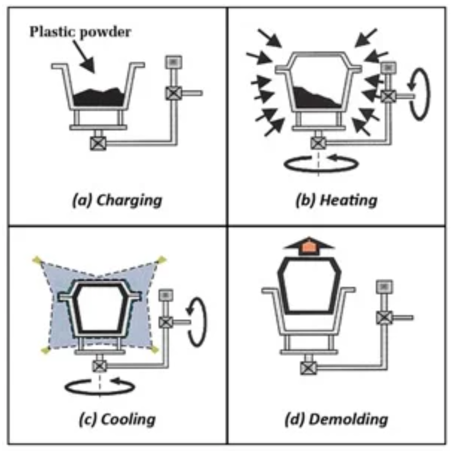
Ein charakteristisches Merkmal des Rotationsgusses, wie in Abb. 1, ist die gleichmäßige Verteilung des geschmolzenen Materials an allen Wänden des Formhohlraums aufgrund der Schwerkraft, die aus der gleichzeitigen Drehung um mindestens zwei Achsen resultiert. Die Form des Formhohlraums der Rotationsgießform spiegelt die Außenfläche des zu gießenden Objekts (in Form eines Behälters) wider, während die Innenfläche des Gussteils durch die Bewegung des Materials unter dem Einfluss der Schwerkraft frei geformt wird. Heute ist die Branche stark auf Polyethylen (PE) angewiesen, und 97 % der rotationsgeformten Produkte werden aus diesem Material hergestellt. Polyethylen ist ein vielseitiges, leicht formbares und leicht verfügbares Polymer, das das Verfahren dominiert. Das Rotationsgießen ist ein Gießverfahren, bei dem fast immer Pulver anstelle von Granulat verwendet wird, was bedeutet, dass das Material gemahlen werden muss.
Formen für die Rotationsgusstechnik werden aus Stahl und Aluminiumlegierungen hergestellt. Die Produktionskosten für Formen reichen von 10.000 £ für kleinere Werkstücke bis zu 60-80.000 £ für große, komplexe Werkstücke von über 1,5 m Größe.

Vorteile:
- niedrige Kosten für die Produktionsvorbereitung aufgrund geringer Kosten für den Formenbau, Kosteneffizienz für kleine und große Produktionsserien
- abfallfreie Verarbeitungsmethode,
- die Möglichkeit, zusätzliche Elemente (Buchsen, Stifte, Hülsen, Ringe) anzubringen, die mit Schmelzmaterial beschichtet werden und nach Abschluss des Prozesses zu einem festen Bestandteil des Gussstücks werden; es ist auch möglich, Versteifungsrippen in die Form einzufügen, die die Wandsteifigkeit sehr großer Gussstücke erhöhen,
- Der gesamte Prozess (Erhitzen, Schmelzen, Formen und Abkühlen) findet in der Form statt, und es wird kein äußerer Druck ausgeübt; es gibt keine Verbindungslinien an der Oberfläche der Produkte,
- die Möglichkeit, Werkstücke mit einem Gewicht von mehreren Dutzend bis Hunderten von Kilogramm zu erhalten, was mit der Spritzguss- oder Extrusionstechnik aufgrund der strukturellen Grenzen dieser Verarbeitungsmaschinen nicht möglich ist.
Benachteiligungen:
- relativ lange Gießzykluszeit (im Vergleich zu anderen Batch-Verfahren) – geringe Produktivität,
- geringer Wirkungsgrad und hoher Energieverbrauch des Verfahrens aufgrund der Beheizung und Kühlung der Form mit Luft,
- Die Kosten für die Aufbereitung der Kunststoffe werden noch dadurch erhöht, dass sie in Pulverform gebracht werden müssen.
Kaschieren von Kunststoffen
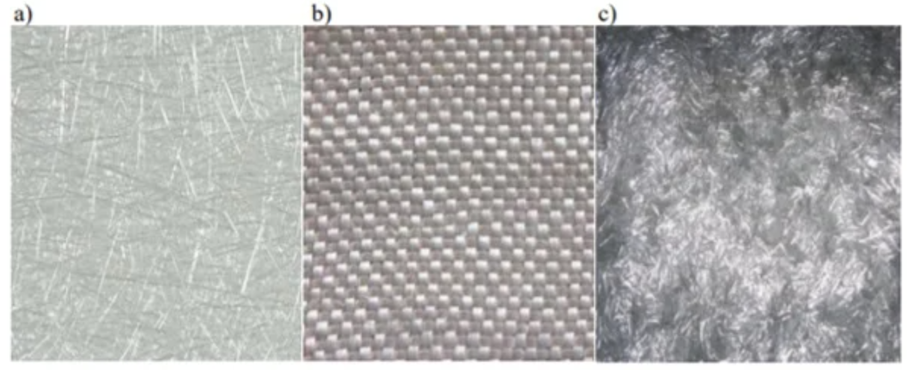
Laminierung im allgemeinen Sinne beinhaltet das Abdecken von Bauteilen mit einem Polymermaterial. Ein Laminat ist eine Art Verbundwerkstoff, der durch die Kombination von mindestens zwei Materialien mit unterschiedlichen mechanischen, physikalischen und technologischen Eigenschaften entsteht. In Laminaten wird der Verstärkungskomponente (oft als Verstärkung bezeichnet) in Schichten angeordnet, zwischen denen sich ein Füllstoff – Harz, das als Klebstoff wirkt – befindet. Die Verstärkungsschichten können in Form von kontinuierlichen Fasern, die unidirektional angeordnet sind (bekannt als Roving), oder in Form von Geweben oder Matten aus gehackten Fasern vorliegen (Abb. 5). Der Prozess ermöglicht eine präzise Kontrolle der Dicke einzelner Schichten, was entscheidend ist für die Erzielung spezifischer mechanischer Eigenschaften.
Bei dieser Technologie werden Gussformen verwendet, die zwischen 1.000 und 10.000 Pfund schwanken.
Vorteile
- sehr einfache Methode
- erfordert keine teure Instrumentierung
- die Aushärtung des geformten Laminats erfolgt unter Normaldruck und bei Raumtemperatur
- kostengünstig für die Herstellung von Einzelprodukten oder kleinen Chargen
- Möglichkeit der Herstellung von Produkten mit sehr großen Abmessungen
Benachteiligungen
- arbeitsintensiv hohe Harz- und Trägerverluste geringer Trägergehalt im Laminat
- ungleichmäßige Sättigung
- schädliche Auswirkungen des Stoffes auf den menschlichen Körper
- hoher Stückpreis des Produkts
- die Qualität der Details hängt von der Kompetenz des Mitarbeiters ab
- geringe Vielfalt der verwendeten Materialien
Unterschiede zwischen Laminierung und Rotationsguss
Beide Verfahren werden zur Herstellung von Kunststoffteilen eingesetzt, wobei der Schwerpunkt beim Rotationsgießen auf der Formung größerer und komplexerer Formen mit hoher Wiederholgenauigkeit liegt, während beim Laminieren der Schwerpunkt auf dem schichtweisen Aufbau liegt, der die Kontrolle der Dicke und die Gewichtsreduzierung des Teils ermöglicht. Die vergleichende Analyse zeigt die eindeutigen Vorteile desRotationsgusses, der bei der Systematisierung und Standardisierung der Produktion im industriellen und dekorativen Bereich eine Reihe von Vorteilen bringt. Beiden Technologien ist gemeinsam, dass sie ähnliche Verarbeitungskapazitäten nutzen, und daher können wir auf der Grundlage des gemeinsamen Nenners der hergestellten Produkte effektive und eindeutige Vorteile des Rotationsgusses feststellen. Die unmittelbaren Vorteile sind – hohe Wiederholbarkeit der Produktion, Einheitlichkeit der mechanischen und leistungsbezogenen hohe Wiederholbarkeit der Produktion, Einheitlichkeit der mechanischen des Produkts, niedrigerer Stückpreis des Produkts, hohe Ästhetik der Produkte sowie eine mehrfach erhöhte Prozesseffizienz. Die geringen Implementierungskosten des Laminierens gleichen die oben genannten Vorteile nicht aus, da die beim “Rotomoulding” verwendeten Formen trotz ihrer oft großen Abmessungen preislich attraktiv bleiben.


Herstellung der Form und der Prototypen
Für die angestrebte Serienproduktion der Abdeckungen wurden Stahlformen entworfen und hergestellt. Um die Produktionskosten so weit wie möglich zu optimieren, wurden vier Doppelformen hergestellt, so dass bis zu acht Produkte in einem einzigen Produktionslauf gefertigt werden können.
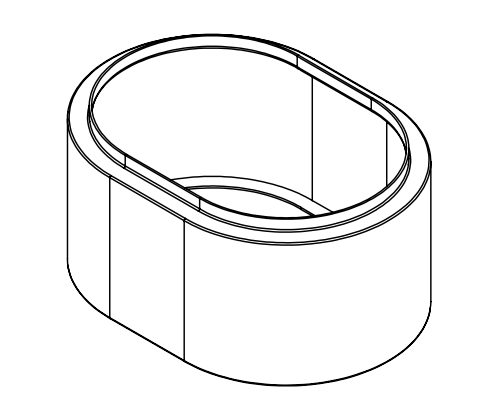
Rys. 9 Elliptischer Schacht – ausgewählte Ansichten aus vorbereiteten 3D-Modellen
Die Formen wurden in Stahlblechtechnik hergestellt. Diese Art der Herstellung von Formen basiert auf der Konstruktionszeichnung des gesamten Formenprojekts in 2D-Bögen (oft 200-300 Bögen pro Stück). Diese Bleche werden dann gewalzt und durch Schweißen miteinander verbunden. Sobald die gesamte Form zusammengesetzt ist, wird sie gründlich geschliffen. Dies ist ein äußerst zeitaufwändiger Prozess. Das Schleifen muss sehr genau sein, da jede noch so kleine Unregelmäßigkeit in der Herstellung auf dem rotationsgeformten Produkt sichtbar sein wird. Alle Gussformen wurden in neun Wochen hergestellt.


Die hergestellten Stahlformen entsprachen den erwarteten Eigenschaften:
- Langlebigkeit und Abriebfestigkeit:
- Stahlformen müssen sehr robust sein, da sie einem intensiven Rotationsprozess unterworfen sind, der hohe Kräfte und Abrieb erzeugen kann. Um eine lange Lebensdauer der Form zu gewährleisten, wird Stahl mit hoher Härte und Verschleißfestigkeit bevorzugt.
- Präzisionsbearbeitung:
- Eine präzise Verarbeitung der Formen ist der Schlüssel zu präzisen und einheitlichen Produkten. Die maschinelle Bearbeitung sollte Fräsen, Schleifen und andere Verfahren umfassen, um eine optimale Oberflächenqualität der Form zu erreichen.
- Gute Korrosionsbeständigkeit:
- Aufgrund des häufigen Kontakts mit Kunststoff bei hohen Temperaturen und chemischen Prozessen muss die Stahlform korrosionsbeständig sein, um ihre Eigenschaften und ihre Form über einen langen Zeitraum zu erhalten.
- Hitzebeständigkeit:
- Da beim Rotationsgussverfahren die Form auf hohe Temperaturen erhitzt wird, muss der Stahl, aus dem die Formen hergestellt werden, diesen extremen Hitzebedingungen standhalten können.
- Ausgezeichnete Wärmeleitfähigkeit:
- Die gute Wärmeleitfähigkeit der Form trägt dazu bei, dass die Wärme während des Rotationsprozesses gleichmäßig verteilt wird, was wichtig ist, um gleichmäßige Produktwände zu erhalten.
- Angemessene Kühlung:
- Die Formen müssen mit einem geeigneten Kühlsystem ausgestattet sein, um den Gießzyklus zu verkürzen, die Effizienz des Prozesses zu erhöhen und eine schnellere Produktion zu ermöglichen.
- Interaktion mit Öffnungs-/Schließsystemen:
- Die Formen müssen mit Systemen ausgestattet sein, die ein leichtes Öffnen und Schließen ermöglichen und das Einlegen und Entnehmen des fertigen Produkts erleichtern.
- Langlebigkeit und Wartungsfreundlichkeit:
- Hochwertiger Stahl und präzise Bearbeitung tragen zur Langlebigkeit der Form bei. Die Form sollte leicht zu pflegen sein, damit sie lange Zeit wirksam bleibt.
- Einhaltung der Industrienormen:
- Die Formen sollten den einschlägigen Industrienormen und -anforderungen entsprechen, um die Qualität und Konformität der Endprodukte zu gewährleisten.
Auf den hergestellten Formen wurde ein Logo angebracht. Vom Entwurf der Logokontur bis zum Fräsen auf die vorbereitete Form.
Rys. 12 Konzeptversionen des Logodesigns
Nach einer eingehenden technologischen Prüfung der Formen wurden die ersten Prototypen hergestellt. Um optimale Ergebnisse zu erzielen, mussten die Produktionsparameter wie Gießzeit, Formtemperatur, Formgeschwindigkeit und andere relevante Einstellungen fein abgestimmt werden. Diese sorgfältige Feinabstimmung wurde vorgenommen, um sicherzustellen, dass die Prototypen die beabsichtigte Leistung widerspiegeln und von hoher Qualität sind und den endgültigen Erwartungen entsprechen.

Nach der Herstellung der Prototypen wurden diese in einem nächsten Schritt einer eingehenden technischen Prüfung durch den Kunden unterzogen. Während dieses Prozesses analysierte der Kunde sorgfältig jeden Aspekt der Prototypen und überprüfte, ob sie den vorgegebenen technischen und ästhetischen Anforderungen entsprachen. Diese Prüfung kann eine Bewertung der Form, der Wandstärke, der inneren Struktur und anderer relevanter Parameter umfassen.

Die Prototypen haben die volle Zustimmung des Auftraggebers erhalten. Die wichtigsten Vorgaben, die das Produkt erfüllen musste, waren:
- Maßhaltigkeit: Es wurde sichergestellt, dass die Prototypen in Bezug auf Abmessungen und Form den Konstruktionsplänen entsprachen.
- Oberflächenqualität: Die Qualität der Außen- und Innenflächen der Prototypen wurde geprüft, um sicherzustellen, dass sie glatt und frei von Rissen oder anderen Mängeln sind.
- Gleichmäßigkeit der Wände: Es wurde geprüft, ob die Wände der Prototypen eine einheitliche Dicke aufwiesen, was für die Gleichmäßigkeit und Festigkeit des Produkts wichtig ist.
- Übereinstimmung mit den ästhetischen Erwartungen: Der Kunde bewertete auch die visuellen Aspekte und stellte sicher, dass die Prototypen mit der Designabsicht und der Ästhetik des Endprodukts übereinstimmten.
- Widerstandsfähigkeit gegen Beschädigungen: Die Prototypen wurden getestet, um sicherzustellen, dass sie gegen mögliche mechanische und chemische Beschädigungen, die unter Einsatzbedingungen auftreten können, resistent sind.
- Funktionalität: Der Kunde bewertete, ob die Prototypen die Erwartungen in Bezug auf Funktionalität und Anwendungen erfüllten.

Schlussfolgerungen und Fazit
Plastipol Poland hat für den Kunden Eko-Bio erfolgreich eine innovative Serienproduktion von Abdeckungen und Anbauten für Hauskläranlagen durchgeführt. Durch den Einsatz der Rotationsgusstechnologie ist es möglich, großformatige Schachtaufbauten (630x330x150 Satz) effizient herzustellen und dabei auf das zeitaufwändige und unansehnliche Laminierverfahren zu verzichten. Mit dieser Umstellung hat das Unternehmen beeindruckende Ergebnisse erzielt und die Produktionsraten um rund 300 % und die Stückkosten um mehr als 50 % gesteigert.
Die neue Technologie hat nicht nur die Produktionseffizienz erheblich verbessert, sondern auch das Endprodukt ästhetisch ansprechender und haltbarer gemacht. Darüber hinaus nutzte Plastipol Polen sein technologisches Know-how und seine Verarbeitungskapazitäten, um Materialänderungen einzuführen, darunter die Verwendung von LDPE mit festigkeitssteigernden Zusätzen. Ein Schlüsselelement der erfolgreichen Umsetzung war auch die Verstärkung des UV-Schutzes, um dauerhafte Qualität und Witterungsbeständigkeit zu gewährleisten. Dies wiederum hat dazu beigetragen, die Lebensdauer des Produkts um 260 % zu verlängern, was einer Lebensdauer im Freien von vielen Jahren entspricht, wobei 90 % der ursprünglichen Eigenschaften in den ersten 7 Jahren erhalten bleiben. Zusammenfassend lässt sich sagen, dass die skizzierten Änderungen die Produktionseffizienz deutlich verbessert, die Kosten gesenkt und die Ästhetik und Haltbarkeit des Endprodukts erhöht haben.



