Introduction
Plastipol Poland has carried out a successful implementation of mass production of covers and extensions for domestic sewage treatment plants for Eko-Bio. The cover, together with the extension, forms a manhole superstructure to have access from the outside to the inside of the treatment tank. The large dimensions of the product (a 630x330x150 set) meant that implementation into mass production was only possible using rotary casting technology. The premise was to change the time-consuming and unsightly laminating technology to repeatable, accurate Rotomolding technology. Thanks to the application of technological knowledge as well as our processing capabilities, manholes can be produced about 300% faster and their unit cost is about 50% lower. The product became much more visually attractive. In addition, the process enabled the use of LDPE material with additives to increase strength. This has made the detail more aesthetically pleasing as well as extending its lifespan by about 260% (to a period of 7 years in outdoor use while maintaining 90% of its properties), thanks to enhanced UV protection.

Description of rotary casting and lamination technology
Rotational Molding
Rotary casting is one of the modern forms of plastics processing that is gaining popularity. The rotary casting process, also called rotary or centrifugal casting, uses the force of gravity acting on the cast material. The material is introduced into the mold, usually in the form of powder, and then, under the influence of mold heating, it melts in its cavity. The solidification or hardening of the material occurs in the rotating mold, which is then stopped, opened, and the molded product is removed from its cavity.
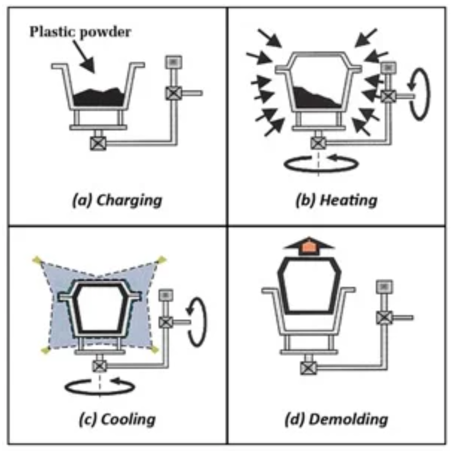
The characteristic feature of rotary casting, shown in Fig. 1, is to distribute the molten plastic evenly over all the walls of the molding cavity due to the gravitational force from simultaneous rotation around at least two axes. The shape of the mold forming cavity of the rotational casting mold reflects the outer surface of the cast object (in the form of a container), while the inner surface of the casting is shaped freely due to the movement of the material under the influence of gravity. Currently, the industry heavily relies on polyethylene (PE), with 97% of rotationally molded products being made from this material. Polyethylene is a versatile, easily moldable, and readily available polymer that has dominated the process. Rotomoulding is a casting technique where powder is almost always used instead of pellets, which means that the material must be ground.
The molds for rotational molding technology are made of steel and aluminum alloys. The production costs of molds vary from 10,000 PLN for smaller details to 60-80,000 PLN for large, complex details with dimensions exceeding 1.5 meters.

Advantages:
- Low cost of production preparation, driven by the low cost of manufacturing casting molds, cost-effectiveness for small and large production batches.
- zero-waste processing method,
- The possibility of attaching additional elements (sleeves, pins, connectors, rings) in the mold, which are covered with molten material and become an integral part of the casting after the process is completed. There is also the possibility of incorporating stiffening ribs in the mold, which increase the rigidity of the walls in very large castings.
- The entire process (heating, melting, molding, and cooling) takes place in the mold and does not involve any external pressure. There are no seam lines on the surface of the products.
- The ability to produce objects with a mass ranging from tens to several hundred kilograms, which is impossible to achieve in injection molding or extrusion technology due to the structural limitations of these processing machines.
Disadvantages:
- relatively long cycle time for casting production(compared to other batch technologies)-low productivity,
- Low efficiency and high energy consumption of the process, caused by heating and cooling the mold using air.
- The cost of preparing the plastics is further increased by the need to bring them to powder form.
Laminating plastics
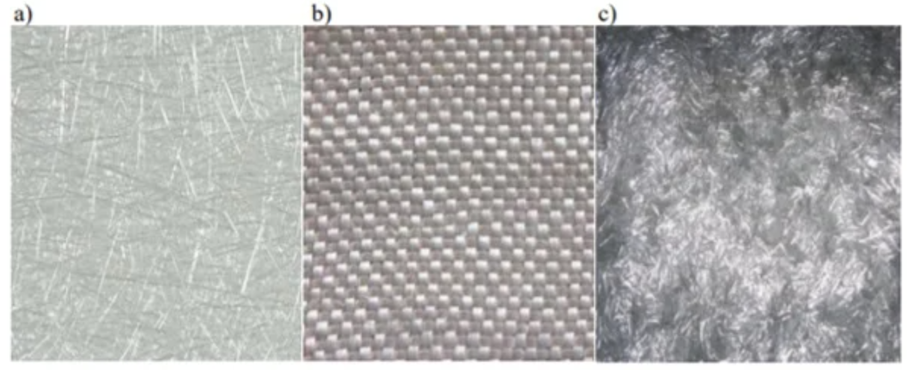
In a general sense, laminating involves covering structural objects with a polymer material. Laminat jest to rodzaj kompozytu powstający z połączenia co najmniej dwóch materiałów o różnych właściwościach mechanicznych, fizycznych i technologicznych. In laminates, the reinforcing component (so-called reinforcement) is arranged in the form of layers, between which there is a filler – resin, serving as an adhesive. Layers of reinforcement can be in the form of monofilaments arranged unidirectionally (known as roving) and in the form of cloth or chopped fiber mats (Fig.5). The process allows for precise control of the thickness of individual layers, which is key to achieving specific mechanical properties.
The technology uses molds that oscillate between £1,000-10,000.
Advantages:
- very simple method
- does not require expensive equipment
- the curing of the formed laminate takes place under normal pressure and at room temperature.
- cost-effective for the production of individual items or in small batches.
- the ability to produce products of very large dimensions.
Disadvantages
- labor-intensive, significant resin and filler losses, low filler content in the laminate.”
- uneven saturation
- harmful effects of substances on the human body.
- high unit cost of the product.
- the quality of the detail depends on the competence of the worker.
- limited variety of materials used.
Differences between lamination and rotary casting
Both methods are used to produce plastic parts, rotational casting focuses on forming larger and more complex shapes with high repeatability, while lamination focuses on layered construction, providing thickness control and lightweighting of the part. Comparative analysis indicates direct advantages of the rotational molding method, which will bring a range of benefits in terms of systematization and standardization of production in industrial and decorative sectors. Both technologies share the use of similar processing capabilities. Therefore, based on a common produced items, we are able to identify effective and direct advantages of rotational molding The direct benefits include high production repeatability, standardization of mechanical and functional properties of the product, lower unit cost, high aesthetics of the products, and several times increased process efficiency. The low implementation costs of laminating do not compensate for the mentioned benefits, as the molds used in rotational molding, despite often large dimensions, remain cost-effective.


Tooling and Prototyping
Steel molds were designed and fabricated for the targeted mass production of the covers. In order to maximize cost-optimized production, 4 double molds were made so that as many as 8 products could be produced from one production cycle.
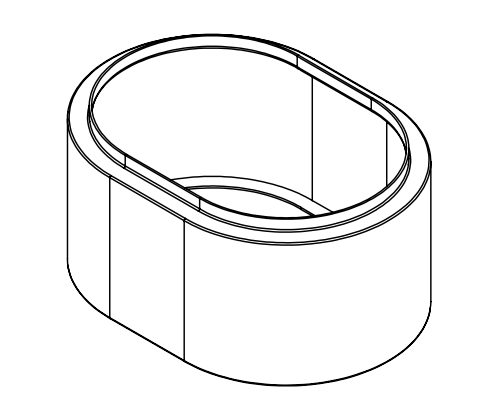
att. 9 Elliptical manhole – selected projections from prepared 3D models
The molds were made using sheet-steel technology. This way of producing molds is based on the design drawing of the entire mold project in 2D sheets (often 200-300 sheets each). These sheets are then rolled and joined together using welding. After the entire mold is assembled, a thorough grinding takes place. This is an extremely time-consuming process. Grinding must be exact because any slightest manufacturing imperfection will be visible on the rotomolded product. All the molds were made in 9 weeks.


The fabricated steel molds met the expected characteristics:
- Durability and abrasion resistance:
- The steel molds must be very strong, as they are subjected to an intensive rotational process that can generate high forces and abrasion. Steel with high hardness and wear resistance is preferred to ensure long mold life.
- Precision machining:
- Precise mold processing is crucial for accurate and uniform products. Machining should include milling, grinding and other processes to achieve optimum mold surface quality.
- Good corrosion resistance:
- Due to frequent contact with plastic under high temperatures and chemical processes, the steel mold should be corrosion resistant to maintain its properties and shape for a long period of time.
- Heat resistance:
- Since the rotomolding process involves heating the mold to high temperatures, the steel used to make the molds must be able to withstand these extreme heat conditions.
- Excellent thermal conductivity:
- The good thermal conductivity of the mold helps distribute heat evenly during the rotary process, which is important for obtaining uniform product walls.
- Adequate cooling:
- The molds must be designed with an appropriate cooling system to shorten the casting cycle, which increases the efficiency of the process and allows for faster production.
- Cooperation with opening/closing systems:
- The molds must be equipped with systems that allow easy opening and closing, facilitating the process of loading and removing the finished product.
- Life expectancy and ease of maintenance:
- High-quality steel and precision machining contribute to the durability of the mold. The mold should be easy to maintain, allowing it to remain effective for a long time.
- Compliance with industry standards:
- The molds should comply with relevant industry standards and requirements to ensure the quality and compliance of the final products.
A logo was prepared on the molds made. From the resulting outline design of the logo to milling it onto the prepared mold.
att. 12 Conceptual versions of the logo design
After a detailed technological check of the molds, they proceeded to produce the first prototypes. In order to achieve optimal results, it was necessary to fine-tune production parameters such as casting time, mold temperature, mold speed and other relevant settings. This careful fine-tuning was done to ensure that the prototypes reflected the intended parameters and were of high quality and in line with final expectations.

Once the prototypes were produced, the next step involved subjecting them to a detailed technological check by the customer. During this process, the client carefully analyzed every aspect of the prototypes, checking that they met specific technical and aesthetic requirements. This check may have included an assessment of shape, wall thickness, internal structure and other relevant parameters.

The prototypes have passed full approval from the customer. The most important guidelines that the product had to meet were:
- Dimensional accuracy: It was ensured that the prototypes conformed to the design plans in terms of dimensions and shape.
- Surface quality: The quality of the exterior and interior surfaces of the prototypes was evaluated, ensuring that they were smooth and free of cracks or other defects.
- Wall uniformity: It was verified that the walls of the prototypes were of uniform thickness, which is important for maintaining product uniformity and strength.
- Compliance with aesthetic expectations: The client also evaluated the visual aspects, ensuring that the prototypes were in line with the design intent and aesthetics of the final product.
- Damage resistance: The prototypes were tested to ensure that they were resistant to possible damage, both mechanical and chemical, that may occur under conditions of use.
- Functionality: the client evaluated whether the prototypes met expectations in terms of functionality and applications.

Conclusions and Summary
Plastipol Poland has successfully carried out an innovative implementation of batch production of covers and extensions for domestic sewage treatment plants for customer Eko-Bio. The use of rotary casting technology has made it possible to efficiently create large-size manhole superstructures (630x330x150 set), while eliminating the time-consuming and unsightly lamination method. With this transition, the company has achieved impressive results, increasing production rates by about 300% and unit costs by more than 50%.
The new technology has not only significantly improved production efficiency, but also made the final product more aesthetically pleasing and durable. In addition, Plastipol Poland used its technological expertise and processing capabilities to introduce material modifications, including the use of LDPE with strength-enhancing additives. Strengthening UV protection was also a key element of the successful implementation, ensuring lasting quality and weather resistance. This, in turn, has contributed to extending the life of the product by 260%, which translates into an outdoor life of many years, while retaining 90% of the original properties in the first 7 years. In summary, the changes outlined have significantly improved production efficiency, reduced costs and increased the aesthetics and durability of the final product.



