Einführung
Plastipol Poland hat eine erfolgreiche Serienproduktion von Deckeln für oberirdische Flüssiggastanks für Defro durchgeführt. Die großen Abmessungen des Produkts (450x380x200) bedeuteten, dass eine Umsetzung mit der ursprünglichen Spritzgusstechnologie kostspielig gewesen wäre. Auch die Vorlaufzeiten für die Werkzeugherstellung waren wichtig. Die Grundidee war, das derzeit im Spritzgussverfahren hergestellte Produkt (aufgrund der Einstellung der Produktion durch den vorherigen Lieferanten) durch ein vakuumthermogeformtes Produkt zu ersetzen. Durch die Anwendung von technologischem Wissen und Verarbeitungsmöglichkeiten konnten folgende Vorteile erzielt werden:
- Die Kosten für die Umsetzung (in Form eines Formulars) wurden um 90 % gesenkt.
- Die Zeit für den Formenbau wurde um 80 % reduziert.
- Das Produkt ist ästhetisch sehr viel ansprechender geworden.
- Das Verfahren ermöglichte die Verwendung von ABS-Material mit einer schützenden PMMA-Beschichtung. Dadurch wurde das Detail nicht nur ästhetisch ansprechender, sondern dank des verbesserten UV-Schutzes auch die Lebensdauer um 250 % verlängert (auf einen Zeitraum von 7 Jahren bei Verwendung im Freien).


Unterschied zwischen Spritzgießen und Thermoformung
Spritzgießen und Thermoformen sind zwei verschiedene Kunststoffverarbeitungsmethoden mit unterschiedlichen Anwendungen und Verfahren. Hier sind die wichtigsten Unterschiede zwischen den beiden Verfahren:
Produktionsprozess
Spritzguss
Beim Spritzgießen wird Kunststoff aufgelöst und unter hohem Druck in eine Form gespritzt, wo er abkühlt und aushärtet, um die gewünschte Form zu erhalten. Dieses Verfahren eignet sich besonders für die Herstellung kleiner und komplexer Teile, wie z. B. elektronische Bauteile, Spielzeug oder Automobilteile.
Thermoformen
Beim Thermoformen wird eine flache Kunststoffplatte auf eine geeignete Temperatur erhitzt und dann in eine Form gelegt, wo sie mit Hilfe von Vakuum, Druck oder mechanischen Werkzeugen geformt wird. Dieses Verfahren wird hauptsächlich zur Herstellung von gewölbten oder leicht gekrümmten Produkten mit großen Oberflächen verwendet, wie z. B. Verpackungen, Deckel, Platten und Abdeckungen.
Werkzeug- und Produktionskosten
Die Kosten für das Kunststoffspritzgießen und das Thermoformen können sich erheblich unterscheiden, sowohl in Bezug auf die Anfangskosten als auch auf die Produktionsstückkosten. Im Folgenden finden Sie einen Kostenvergleich zwischen den beiden Verfahren:
Anfängliche Kosten
Injektion:
Spritzgießwerkzeuge sind in der Regel teurer und komplexer in der Herstellung als Thermoformwerkzeuge. Die Kosten für ein Spritzgießwerkzeug (Matrize) hängen von der Komplexität der Teileform, der Anzahl der Einspritzkanäle und anderen Faktoren ab. Die Umsetzungskosten liegen zwischen 30-500 Tausend PLN.
Thermoformung:
Thermoformwerkzeuge sind in der Regel billiger und einfacher herzustellen als Spritzgießwerkzeuge. Die Kosten für die Werkzeuge hängen auch von der Größe und Komplexität des Produkts ab, liegen aber in der Regel um 50-90 % unter denen für Spritzgusswerkzeuge.
Produktionsstückkosten
Injektion:
Die Stückkosten für die Spritzgießproduktion sind in der Regel bei Großserien geringer. Das Verfahren ist effizient, da eine große Anzahl von Teilen wiederholt hergestellt werden kann. Die Arbeitskosten können höher sein, da die Spritzgießmaschine bedient werden muss und hohe Toleranzen eingehalten werden müssen.
Thermoformung:
Die Produktionsstückkosten des Thermoformens sind in der Regel höher als die des Spritzgießens, vor allem bei kleinen Produktionsserien. Das Verfahren kann bei Produkten mit größeren Abmessungen oder einfacheren Formen kostengünstiger sein.
Arten von Kunststoffen
Injektion:
Das Spritzgießen ist vielseitiger, was die Art der zu verarbeitenden Kunststoffe angeht, darunter Thermoplaste, Duroplaste und Elastomere.
Thermoformung:
Das Thermoformen wird hauptsächlich für Thermoplaste verwendet, obwohl es auch für einige andere Kunststoffarten, wie z. B. Schaumstoff, eingesetzt werden kann.
Technische und gestalterische Änderungen umgesetzt
Um das Design des Werkstücks für das Vakuumformen(Thermoformen) anzupassen, mussten wir bestimmte Faktoren berücksichtigen und Änderungen am Design vornehmen, um dem Thermoformverfahren gerecht zu werden. Um die Änderungen vorzunehmen und die Simulation durchzuführen, wurde eine detaillierte technische Dokumentation auf der Grundlage des Spritzgussteils erstellt.
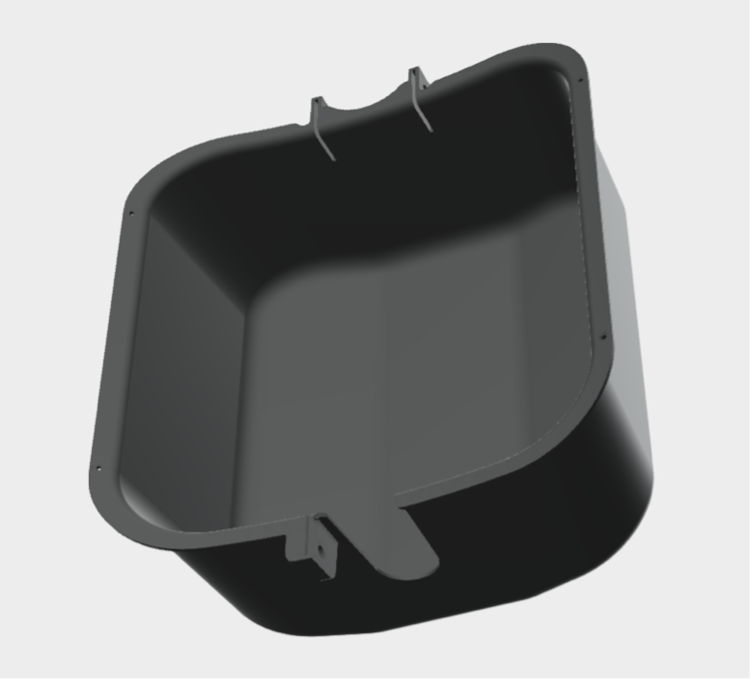

Abb. 3 Das fertige 3D-Modell
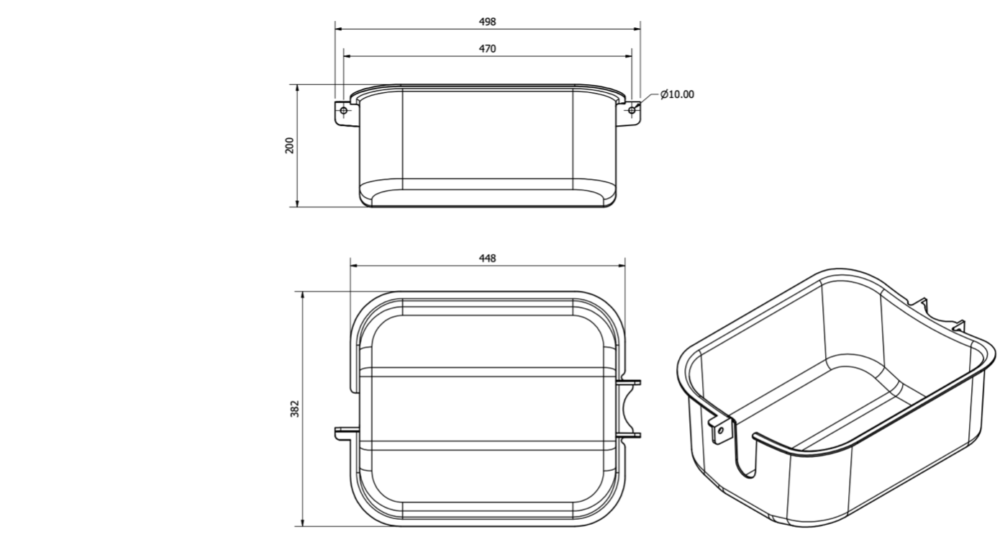


Abb. 5 Vorläufige Messungen des spritzgegossenen Originalteils.
Einige der wichtigsten Themen, die wir berücksichtigt haben:
- Materialstärke: Die Wahl der richtigen Materialstärke ist entscheidend. Das Vakuumformen funktioniert am besten mit dünnen Kunststoffplatten. Zu dicke Materialien sind schwer zu formen und erfordern mehr Vakuumkraft, was zu Schwierigkeiten bei der Erzielung einer genauen Form führen kann. Eine ausgewählte Materialstärke ist 4 mm.
- Abrundungsradius: Die Kanten und Ecken des Werkstücks wurden abgerundet, um den Formprozess zu erleichtern und um Schnitte oder Brüche im Material zu vermeiden. Zu scharfe Kanten könnten zu Problemen bei der Formgebung führen.
- Vermeidung von Wölbungen und Vertiefungen: Ein zu großer Höhenunterschied des Werkstücks kann beim Vakuumformen Probleme verursachen. Die Höhe des Werkstücks bedeutete, dass wir einen möglichst geringen Abfall der Blechdicke im Verhältnis zur Höhe der Abdeckung erreichen mussten.
- Kantenverstärkung: Wo eine zusätzliche Verstärkung oder Versteifung erforderlich ist, haben wir an der Innenseite des Werkstücks Ausbuchtungen angebracht.
- Luftabsauglöcher: Um eine gleichmäßige Ausformung des Werkstücks zu erreichen, ist es wichtig, Luftabsauglöcher (Ventile) in Bereichen anzubringen, die mit dem Vakuum schwer zugänglich sind. Dies hilft, Lufteinschlüsse zu vermeiden.
- Auswahl des richtigen Kunststoffs: Wir haben die richtige Art von Kunststoff für das Vakuumformen in Bezug auf seine Anwendung und Ästhetik ausgewählt. Das gewählte Material ist ABS mit einer PMMA-Beschichtung zur Verbesserung des UV-Schutzes. Dadurch bleibt das Werkstück in einer Außenumgebung viele Jahre lang haltbar.
- Maßhaltigkeit: Wir haben bei der Konstruktion Maßtoleranzen berücksichtigt, um eine genaue Formgebung und Nachmontage zu ermöglichen.
- Oberflächenbehandlung: Die Details erforderten eine glatte Oberfläche, daher die Oberflächenbehandlung.
Herstellung der Form und der Prototypen
Für die angestrebte Serienproduktion der Deckel wurde eine Aluminiumform hergestellt. Durch die Herstellung des Mitnehmers mit Hilfe der Thermoformtechnik konnten 90 % der Kosten für die Herstellung einer Form im Vergleich zu einer Spritzgussform eingespart werden.
Die hergestellte Aluminiumform wurde charakterisiert durch:
- Hohe Wärmeleitfähigkeit: Aluminium ist ein Werkstoff mit ausgezeichneter Wärmeleitfähigkeit. Dadurch lässt sich der Thermoformprozess durch Aufrechterhaltung der richtigen Formtemperatur leicht steuern. Dies ist wichtig, um eine gleichmäßige und genaue Formung des Teils zu gewährleisten.
- Geringes Gewicht und einfache Bearbeitung: Aluminium ist ein leichtes Metall, was die Handhabung und Bearbeitung der Form erleichtert. Aluminiumformen lassen sich relativ leicht bearbeiten, so dass sie an unterschiedliche Teileformen angepasst werden können.
- Präzision und Genauigkeit: Aluminiumformen können genau bearbeitet werden, um eine hohe Präzision in der Form des Teils zu erreichen. Dies ist vor allem bei Teilen mit komplexer Geometrie wichtig.
- Widerstandsfähigkeit gegen hohe Temperaturen: Aluminium kann hohen Temperaturen standhalten, was für das Thermoformen wichtig ist, bei dem der Kunststoff bis zu seinem Erweichungspunkt erhitzt wird.
Die Herstellung der Form dauerte 4 Wochen, einschließlich der Konstruktion. Das bedeutet, dass er im Vergleich zur Umsetzung der Spritzgussform um 80 % schneller war. Nach der Herstellung der Form wurden Prototypen mit verschiedenen Dicken (3, 4 und 5 mm) angefertigt, um die geeignete Steifigkeit der Abdeckung zu wählen. Nachdem der Prototyp vom Kunden akzeptiert worden war, wurde die Abdeckung aus dem Zielmaterial, d. h. ABS+PMMA mit einer Dicke von 4 mm, hergestellt.


Schlussfolgerungen und Fazit
Plastipol Poland hat erfolgreich die Serienproduktion von Deckeln für oberirdische Flüssiggastanks für Defro eingeführt. Die Größe dieses Produkts (450x380x200 mm) bedeutete, dass der ursprüngliche Ansatz, der auf der Spritzgusstechnologie basierte, nicht nur kostspielig gewesen wäre, sondern auch die zeitlichen Erwartungen nicht erfüllen konnte. Das Hauptziel des Projekts bestand darin, das auslaufende Produkt durch ein thermogeformtes Modell zu ersetzen.
Durch die Anwendung von theoretischem und praktischem technologischem Wissen und Fertigungskapazitäten haben wir ein Produkt mit deutlich reduzierten Implementierungskosten erreicht, wodurch die Kosten für die Formen um 90 % und die für die Herstellung des Werkzeugs benötigte Zeit um 80 % gesenkt werden konnten. Das neue Produkt zeichnet sich durch eine außergewöhnliche Ästhetik aus. Darüber hinaus konnten wir dank des Thermoformverfahrens ABS-Kunststoff mit einer PMMA-Schutzschicht verwenden, was die reibungslose Funktion der Deckel verlängert hat. Unsere Lösung hat auch die Ästhetik des Teils verbessert und seine Haltbarkeit dank eines verbesserten UV-Schutzes um 250 % erhöht (was einer äußeren Lebensdauer von nunmehr 7 Jahren entspricht).

