Introduction
Plastipol Poland a réalisé avec succès une production en série de couvercles pour des réservoirs de GPL hors sol pour Defro. Les grandes dimensions du produit (450x380x200) signifiaient que la mise en œuvre de la technologie originale de moulage par injection aurait été coûteuse. Les délais d’exécution de l’outillage étaient également importants. L’idée de base était de remplacer le produit actuellement fabriqué à l’aide de la technologie de moulage par injection (en raison de l’arrêt de la production par le fournisseur précédent) par un produit thermoformé sous vide. L’application des connaissances technologiques et des capacités de traitement a permis d’obtenir les avantages suivants :
- Le coût de la mise en œuvre (sous la forme d’un formulaire) a été réduit de 90 %.
- Le temps de fabrication des moules a été réduit de 80 %.
- Le produit est devenu beaucoup plus esthétique.
- Le processus a permis d’utiliser un matériau ABS recouvert d’une couche protectrice de PMMA. Cela a permis de rendre le détail plus esthétique et de prolonger sa durée de vie de 250 % (jusqu’à une période de 7 ans en utilisation extérieure), grâce à une meilleure protection contre les UV.


Différence entre le moulage par injection et le thermoformage
Le moulage par injection et le thermoformage sont deux méthodes de transformation des matières plastiques différentes, avec des applications et des processus différents. Voici les principales différences entre les deux:
Processus de production
Moulage par injection
Dans le processus de moulage par injection, le plastique est dissous et injecté sous haute pression dans un moule, où il refroidit et durcit pour former la forme souhaitée. Ce procédé est particulièrement adapté à la production de pièces petites et complexes, telles que les composants électroniques, les jouets ou les composants automobiles.
Thermoformage
Le thermoformage consiste à chauffer une feuille de plastique plate à une température appropriée, puis à la placer dans un moule, où elle est formée à l’aide d’outils à vide, à pression ou mécaniques. Ce procédé est principalement utilisé pour fabriquer des produits bombés ou légèrement courbés de grande surface, tels que des emballages, des couvercles, des panneaux et des capots.
Coûts d’outillage et de production
Les coûts du moulage par injection de matières plastiques et du thermoformage peuvent être très différents, tant en termes de coûts initiaux que de coûts de production unitaires. Voici une comparaison des coûts entre les deux procédés:
Coûts initiaux
Injection:
Les outils de moulage par injection sont généralement plus coûteux et plus complexes à fabriquer que les outils de thermoformage. Le coût d’un moule d’injection dépend de la complexité de la forme de la pièce, du nombre de canaux d’injection et d’autres facteurs. Les coûts de mise en œuvre se situent entre 30 et 500 000 PLN.
Thermoformage:
Les outils de thermoformage sont généralement moins chers et plus simples à produire que les outils de moulage par injection. Le coût des outils dépend également de la taille et de la complexité du produit, mais il est généralement inférieur de 50 à 90 % à celui des outils de moulage par injection.
Coûts de production unitaires
Injection:
Les coûts unitaires de la production par moulage par injection sont généralement inférieurs pour la production à grande échelle. Le processus est efficace, avec un grand nombre de pièces reproductibles. Les coûts de main-d’œuvre peuvent être plus élevés en raison de la nécessité de faire fonctionner la machine de moulage par injection et de maintenir des tolérances élevées.
Thermoformage:
Les coûts de production unitaires du thermoformage sont généralement plus élevés que ceux du moulage par injection, en particulier pour les petites séries. Le procédé peut être plus rentable pour les produits de plus grande taille ou de forme plus simple.
Types de plastiques
Injection :
Le moulage par injection est plus polyvalent en termes de types de plastiques pouvant être traités, y compris les thermoplastiques, les thermodurcissables et les élastomères.
Thermoformage :
Le thermoformage est principalement utilisé pour les thermoplastiques, bien qu’il puisse également être utilisé pour d’autres types de plastiques, tels que les mousses plastiques.
Mise en œuvre des modifications techniques et conceptuelles
Afin d’adapter la conception de la pièce au formage sous vide(thermoformage), nous avons dû prendre en compte certains facteurs et modifier la conception pour l’adapter au processus de thermoformage. Pour effectuer les modifications et la simulation, une documentation technique détaillée a été réalisée sur la base de la pièce moulée par injection.
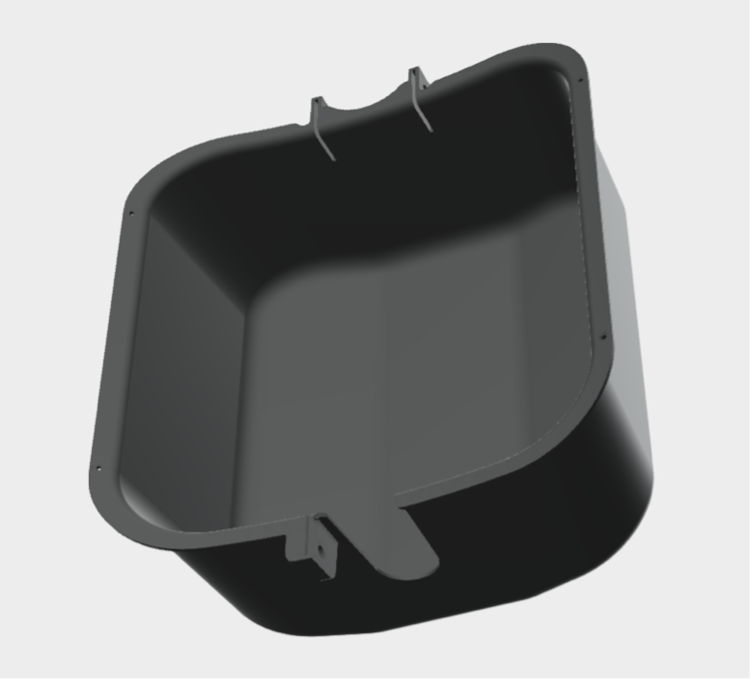

Fig. 3 Le modèle 3D terminé
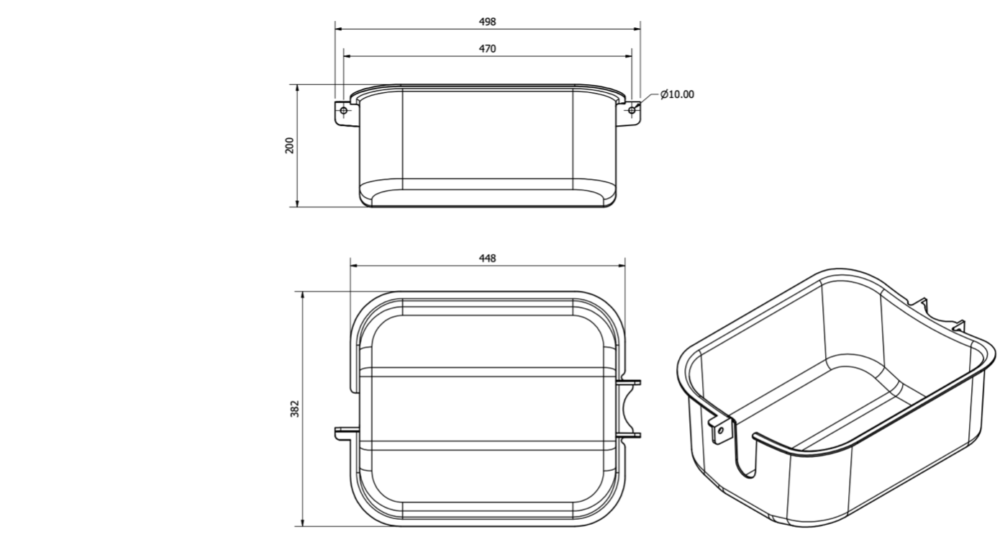


Fig. 5 Mesures préliminaires de la pièce originale moulée par injection.
Voici quelques-unes des principales questions que nous avons prises en compte:
- Épaisseur du matériau: Le choix de l’épaisseur du matériau est crucial. Le formage sous vide fonctionne mieux avec des feuilles de plastique minces. Les matériaux trop épais peuvent être difficiles à former et nécessiter une plus grande force de vide, ce qui peut entraîner des difficultés pour obtenir une forme précise. L’épaisseur de matériau sélectionnée est de 4 mm.
- Rayon d’arrondi: Les bords et les angles de la pièce ont été arrondis pour faciliter le processus de moulage et éviter les coupures ou les ruptures dans le matériau. Des arêtes trop vives peuvent entraîner des problèmes lors du moulage.
- Éviter les creux et les bosses: Une trop grande différence de hauteur entre les pièces peut poser des problèmes lors du formage sous vide. En raison de la hauteur de la pièce, nous devions obtenir une diminution aussi faible que possible de l’épaisseur de la tôle par rapport à la hauteur du couvercle.
- Renforcement des bords: Là où un renforcement ou une rigidité supplémentaire est nécessaire, nous avons ajouté des renflements à l’intérieur de la pièce.
- Trous d’extraction d’air: afin d’obtenir un moulage uniforme de la pièce, il est important de placer des trous d’extraction d’air (ventile) dans les zones qui peuvent être difficiles d’accès avec le vide. Cela permet d’éviter l’emprisonnement de l’air.
- Choix du bon plastique : nous avons sélectionné le bon type de plastique pour le formage sous vide en fonction de son application et de son esthétique. Le matériau choisi est l’ABS avec un revêtement PMMA pour améliorer la protection contre les UV. Cela permet à la pièce de rester durable dans un environnement extérieur pendant de nombreuses années.
- Précision des dimensions: Nous avons inclus des tolérances dimensionnelles dans la conception afin de permettre un moulage et un post-assemblage précis.
- Surface de finition: Les détails nécessitaient une surface de finition lisse, d’où le traitement de finition utilisé.
Fabrication du moule et des prototypes
Un moule en aluminium a été fabriqué pour la production en série des couvercles. L’utilisation de la technologie du thermoformage a permis d’économiser 90 % des coûts de mise en œuvre sous la forme d’un moule par rapport à un moule à injection.
Le moule en aluminium fabriqué a été caractérisé par :
- Conductivité thermique élevée: l’aluminium est un matériau qui présente une excellente conductivité thermique. Il est donc facile de contrôler le processus de thermoformage en maintenant la température du moule à un niveau correct. Cela est important pour garantir un moulage uniforme et précis de la pièce.
- Faible poids et facilité d’usinage: L’aluminium est un métal léger, ce qui facilite la manipulation et le traitement du moule. Les moules en aluminium peuvent être usinés assez facilement, ce qui permet de les adapter à différentes formes de pièces.
- Précision et exactitude: les moules en aluminium peuvent être usinés avec précision pour obtenir une grande exactitude dans la forme de la pièce. C’est important, surtout pour les pièces à géométrie complexe.
- Résistance aux températures élevées: L’aluminium peut résister à des températures élevées, ce qui est important dans le processus de thermoformage, où le plastique est chauffé jusqu’à son point de ramollissement.
Le processus de production du moule a pris 4 semaines, conception comprise. Cela signifie qu’il a été 80% plus rapide que la mise en œuvre du moule d’injection. Après la fabrication du moule, des prototypes ont été réalisés avec différentes épaisseurs (3, 4 et 5 mm) afin de sélectionner la rigidité appropriée du couvercle. Une fois le prototype accepté par le client, le couvercle a été fabriqué dans le matériau cible, c’est-à-dire en ABS+PMMA avec une épaisseur de 4 mm.


Conclusions et bilan
Plastipol Poland a achevé avec succès le processus de mise en œuvre de la production par lots de couvercles conçus pour les réservoirs de GPL hors sol de Defro. En raison de la taille de ce produit (450x380x200 mm), l’approche initiale, basée sur la technologie du moulage par injection, aurait été non seulement coûteuse, mais également incapable de respecter les délais prévus. L’objectif principal du projet était de remplacer le produit abandonné par un modèle thermoformé.
En appliquant des connaissances technologiques théoriques et pratiques et des capacités de fabrication, nous avons obtenu un produit dont les coûts de mise en œuvre ont été considérablement réduits, ce qui a permis de diminuer de 90 % les dépenses liées aux moules et de réduire de 80 % le temps nécessaire à la fabrication de l’outil. Le nouveau produit se caractérise par une esthétique exceptionnelle. En outre, le processus de thermoformage nous a permis d’utiliser du plastique ABS avec un revêtement protecteur en PMMA, ce qui a prolongé le bon fonctionnement des couvercles. Notre solution a également permis d’améliorer l’esthétique de la pièce et d’augmenter considérablement sa durabilité de 250 % (ce qui se traduit par une durée de vie externe de 7 ans), grâce à une meilleure protection contre les UV.

