Introduction
Plastipol Poland successfully implemented serial production of covers for ground LPG tanks for Defro company. The large dimensions of the product (450x380x200) meant that implementation in the original injection molding technology would have been costly. The tooling time was also a significant factor. The basic assumption was to change the currently produced product in injection molding technology (due to the cessation of production by the previous supplier) to a thermoformed product. Thanks to the application of technological knowledge and processing capabilities, we achieved the following benefits:
- The implementation cost (mold) was reduced by 90%.
- The time to make the mold was reduced by 80%.
- The product became much more visually attractive.
- The process allowed us to use ABS material with a PMMA protective layer. This not only enhanced the aesthetic appeal but also increased the product’s durability by 250% (lasting up to 7 years outdoors) due to stronger UV protection.


Difference between injection molding and thermoforming
Injection molding and thermoforming are two distinct methods of processing plastics, each with different applications and processes. Here are the main differences between them:
Production process
Injection molding
In the injection molding process, plastic is melted and injected under high pressure into a mold, where it cools and solidifies, forming the desired shape. This process is particularly suitable for producing small and complex parts, such as electronic components, toys, or automotive parts.
Thermoforming
Thermoforming involves heating a flat sheet of plastic to the appropriate temperature and then placing it in a mold, where it is formed using vacuum, pressure, or mechanical tools. This process is mainly used for producing bulged or slightly curved products with large surfaces, such as packaging, covers, panels, and casings.
Costs of tools and production
The costs of injection molding and thermoforming plastics can significantly vary, both in terms of initial investment and per-unit production costs. Here’s a comparison of the costs between these two processes:
Initial Costs
Injection molding:
Injection molding tools are typically more expensive and complex to produce than thermoforming tools. The cost of an injection molding mold depends on the complexity of the part’s shape, the number of injection channels, and other factors. Implementation cost between 30,000 to 500,000 PLN
Thermoforming:
Thermoforming tools are generally cheaper and simpler to produce than injection molding tools. The cost of tools also depends on the size and complexity of the product, but is usually about 50-90% lower than injection molding tools.
Unit Production Costs
Injection molding:
Unit production costs for injection molding are generally lower for large-scale production. This process is efficient for a large number of repeatable parts. Labor costs may be higher due to the need to operate the injection molding machine and maintain high tolerances.
Thermoforming:
Unit production costs for thermoforming are usually higher than for injection molding, especially for small production runs. This process can be more cost-effective for larger-sized products or those with simpler shapes.
Types of plastics
Injection molding:
Injection molding is more versatile in terms of the types of plastics that can be processed, including thermoplastics, thermosets, and elastomers.
Thermoforming:
Thermoforming is mainly used for thermoplastics, though it can also be applied to some other types of materials, such as foam plastics.
Technical and Design Changes
To adjust the part design for vacuum forming, we considered several factors and design modifications suitable for the thermoforming process. We created detailed technical documentation based on the injection-molded part to make these changes and carry out simulations.
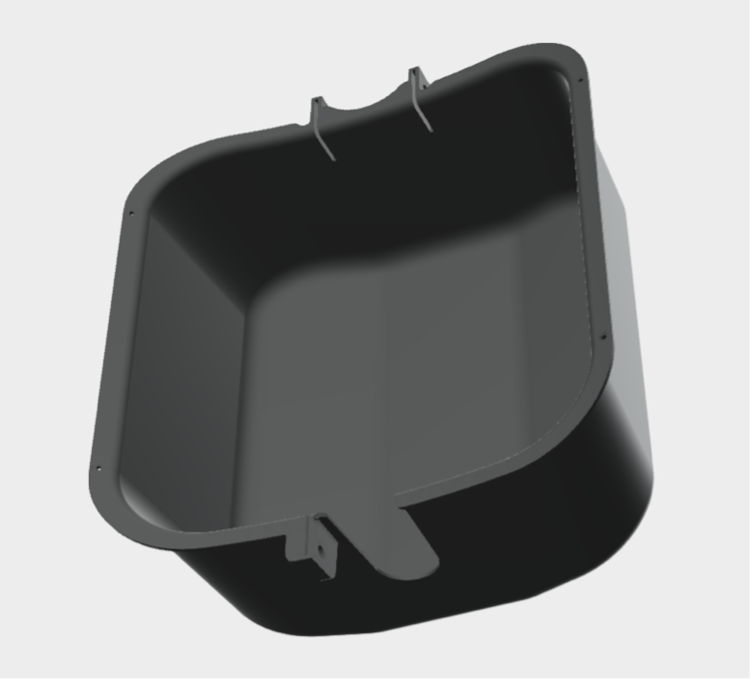

Att. 3 Completed 3D model
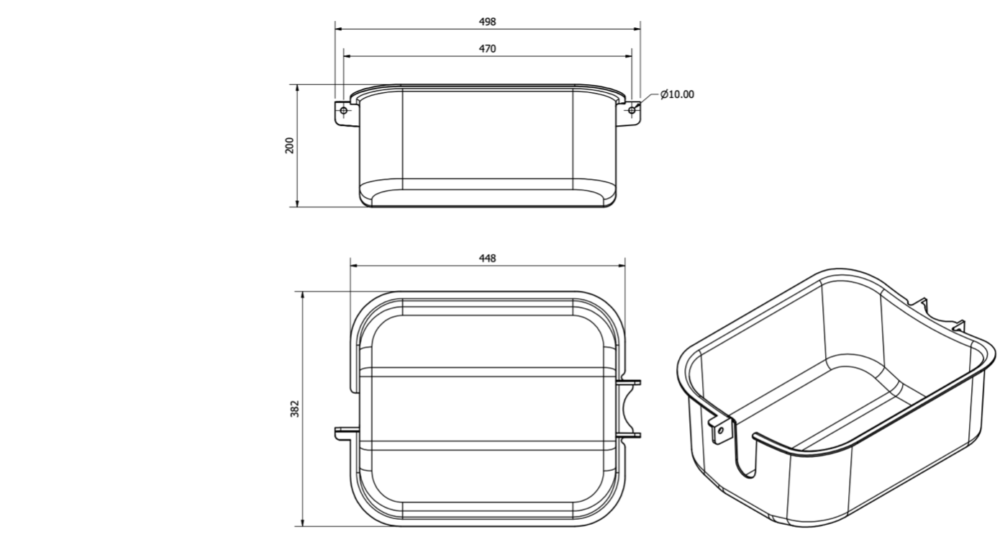


Att. 5 Initial measurements of the original injection-molded part.
Here are some main factors we considered:
- Material Thickness: Selecting the right material thickness is crucial. Vacuum forming works best with thin plastic sheets. Too thick materials can be difficult to form and may require greater vacuum force, leading to challenges in achieving the desired shape. The chosen material thickness is 4 mm.
- Corner Radius: The edges and corners of the part were rounded to facilitate the forming process and avoid cuts or material breakage. Sharp edges could potentially lead to issues during forming.
- Avoiding Protrusions and Depressions: Excessive differences in part height can lead to issues during vacuum forming. The part’s height required us to achieve a minimal thickness reduction of the sheet relative to the cover’s height.
- Edge Reinforcement: Where additional reinforcement or stiffness was needed, we added bulges on the inner side of the part.
- Air Vents: To achieve uniform forming of the part, it’s important to place air vents in areas that may be difficult for the vacuum to access. This helped prevent air traps.
- Selection of the Right Material: We chose the appropriate type of plastic for vacuum forming based on its intended use and aesthetics. The selected material is ABS with a PMMA coating, enhancing UV protection. This ensures the durability of the part in an outdoor environment for many years.
- Dimensional Accuracy: In the design, we considered dimensional tolerances that allow for precise forming and assembly after the process is completed.
- Surface Finish: The parts required a smooth surface finish, hence finishing processes are applied.
Tooling and Prototyping
An aluminum mold was created for the final production of covers. Implementing thermoforming technology allowed for a 90% reduction in the tooling cost compared to injection molding.
The aluminum mold had the following characteristics:
- High Thermal Conductivity: Aluminum is a material with excellent thermal conductivity. This allows for easy control of the thermoforming process, maintaining the proper mold temperature. This is important to ensure uniform and precise forming of the part.
- Low Weight and Ease of Machining: Aluminum is a lightweight metal, making it easy to handle and machine. Aluminum molds can be relatively easily machined, allowing for customization to various part shapes.
- Precision and Accuracy: Aluminum molds can be precisely machined, allowing for high precision in the part’s shape. This is important, especially for parts with complex geometries.
- High-Temperature Resistance: Aluminum can withstand high temperatures, which is crucial in the thermoforming process where the plastic is heated to its softening point.
The mold production process, along with the design, took 4 weeks. This means it was 80% faster than the implementation of an injection molding mold. After creating the mold, prototypes with different thicknesses (3, 4, and 5 mm) were made to determine the suitable rigidity of the cover. Once the prototype was approved by the customer, the cover was produced in the final material, which is ABS+PMMA with a thickness of 4 mm.


Conclusions and Summary
Plastipol Poland successfully implemented the serial production process of covers for ground LPG tanks for Defro company. The large dimensions of this product (450x380x200 mm) made the initial approach based on injection molding not only costly but also unable to meet the time constraints. The primary goal of the project was to replace the discontinued market product with a thermoformed model.
By applying theoretical and practical technological knowledge and production capabilities, we achieved a product with significantly reduced implementation costs, cutting tooling expenses by 90%, and reducing the tooling time by 80%. The new product boasts exceptional aesthetics. Furthermore, the thermoforming process allowed us to use ABS material with a protective PMMA coating, extending the longevity of the covers. Our solution also enhanced the part’s aesthetics and significantly extended its durability by 250% (resulting in a 7-year outdoor usage period) due to enhanced UV protection.

