Defekte in Formteilen sind unerwünschte Fehler, Unvollkommenheiten oder Unstimmigkeiten, die während der Kunststoffverarbeitung auf der Oberfläche des Formteils auftreten. Ihre Hauptursachen sind in der Regel:
- falsch konzipiertes Einspritzverfahren
- schlecht gewählte technologische Parameter
- fehlerhafte Konstruktion
- falsch hergestellte Form.

Wenn Sie diesen Artikel lesen, werden Sie mehr erfahren:
- Was ist ein Formteil und wie wird es hergestellt?
- Welche Mängel können an Formteilen auftreten?
- Welche Präventivmaßnahmen sollten ergriffen werden?
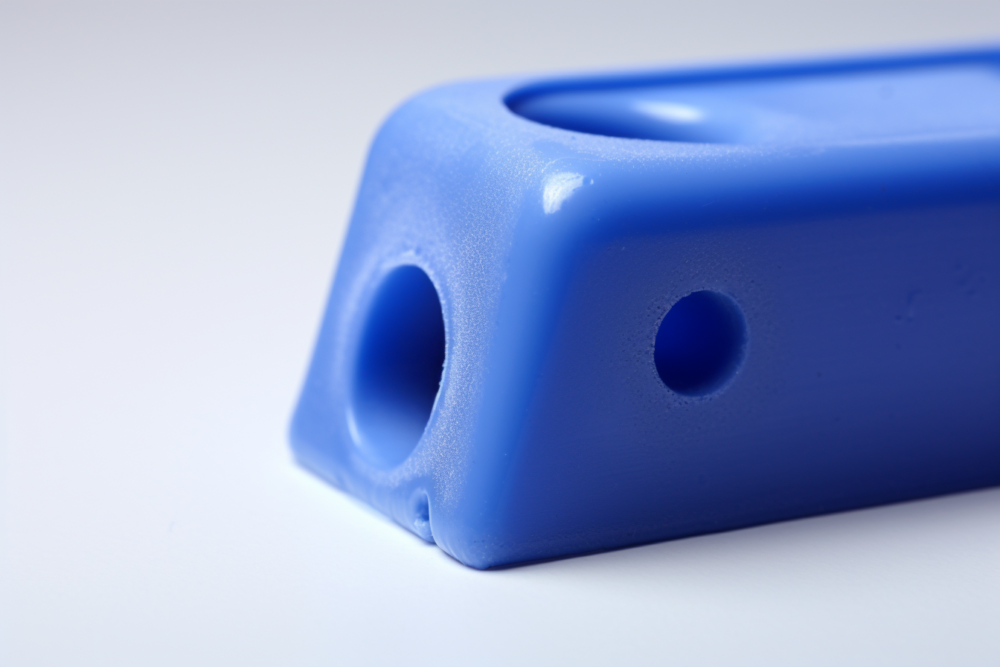
Was ist ein Formteil und wie wird es hergestellt?
Ein Formteil ist ein Endprodukt, das mit Hilfe der Spritzgusstechnologie hergestellt wird (wir haben in diesem Artikel mehr über diese Technologie geschrieben). Indem der Kunststoff durch Anwendung einer ausreichend hohen Temperatur und Einspritzung in einen plastischen Zustand gebracht wird, entsteht ein Formteil in der gewünschten Form.
Das Spritzgießen ist die beliebteste aller Kunststoffverarbeitungstechnologien. Dies ist unter anderem auf folgende Faktoren zurückzuführen Dies liegt unter anderem an seiner Vielseitigkeit und der Möglichkeit, Teile mit sehr komplexen Formen herzustellen.
Ein paar Worte zum Spritzgießverfahren
Spritzgießverfahren
Der Prozess des Kunststoffspritzgießens besteht aus mehreren grundlegenden Schritten. Diese werden im Folgenden kurz beschrieben:
- Aufbereitung des Materials: Das Granulat wird zunächst getrocknet und dann in den Trichter der Spritzgießmaschine gegeben. Anschließend wird der Kunststoff im Zylinder auf eine Temperatur erhitzt, bei der er plastisch wird.
- Kunststoffeinspritzung: Das plastifizierte Material wird unter hohem Druck in ein Formwerkzeug eingespritzt. Es wird zu dem erwarteten Formteil geformt.
- Der Abkühlungsprozess des Formteils: Der in die Form eingespritzte Kunststoff muss einige Zeit abkühlen (dies ist wichtig, da die Plastizitätstemperatur der meisten Kunststoffe um 100’C und darüber schwankt) und sich verfestigen, damit er entnommen werden kann.
- Entnahme des fertigen Formteils: Nach dem Abkühlungsprozess des Formteils wird es aus der Form entnommen (bereits in fester Form). In den meisten Fällen handelt es sich dabei um einen automatisierten Prozess, auch wenn er in einigen Betrieben noch halbautomatisch abläuft (d. h. der Bediener entnimmt das Formteil).
Werkzeug
Um mit Hilfe der Spritzgusstechnik zu produzieren, muss zunächst eine Spritzgussform hergestellt werden(lesen Sie hier mehr über Formen)
Defekte an Formteilen können durch das Werkzeug verursacht werden, z.B. durch einen Defekt an der Oberfläche der Formkavitäten, der durch schlechte Verarbeitung oder die Wahl eines ungeeigneten Materials verursacht wird.
Fehler können auch durch unzureichende Reinigung der Form oder des Formhohlraums entstehen, so dass einige der unten beschriebenen Fehler auf der Oberfläche des Formteils auftreten.
Defekte in Formteilen und wie man sie vermeidet
In diesem Artikel haben wir die 12 häufigsten Defekte beschrieben, die an der Oberfläche eines Fittings (oder im Inneren) auftreten können, sowie die vorbeugenden Maßnahmen, die ergriffen werden sollten, um das während des Herstellungsprozesses entstandene Problem zu beseitigen.
Blasen
Blasen sind kleine Gasblasen, die sich während des Einspritzvorgangs im Inneren des Formteils bilden. Die Hauptursachen für den Blasenschluss sind ein zu hoher Einspritzdruck und zu viel Feuchtigkeit im Rohmaterial.
Wenn der Druck zu hoch ist, können die Gase nicht entweichen, bevor der Kunststoff erstarrt, was zu Blasen führt. Auch feuchtes Rohmaterial kann Blasen erzeugen, da der Wasserdampf im Rohmaterial zu Gas wird, wenn es beim Spritzgießen hohen Temperaturen ausgesetzt wird.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Kontrolle und Einstellung der Parameter des Einspritzvorgangs wie Druck, Einspritzzeit und Geschwindigkeit.
- Angemessene Trocknung des Rohmaterials vor dem Einspritzvorgang, um seinen Feuchtigkeitsgehalt zu reduzieren.
- Überwachung der Temperatur der Spritzgussform und Anpassung an die Anforderungen des jeweiligen Rohstoffs.
- Reduzierung des Flaschendrucks.
- Verringerung der Einspritz- und Schneckendrehzahl.
- Gründliche Reinigung der Lüftungsöffnungen.
- Prüfung des Materials auf Verunreinigungen.

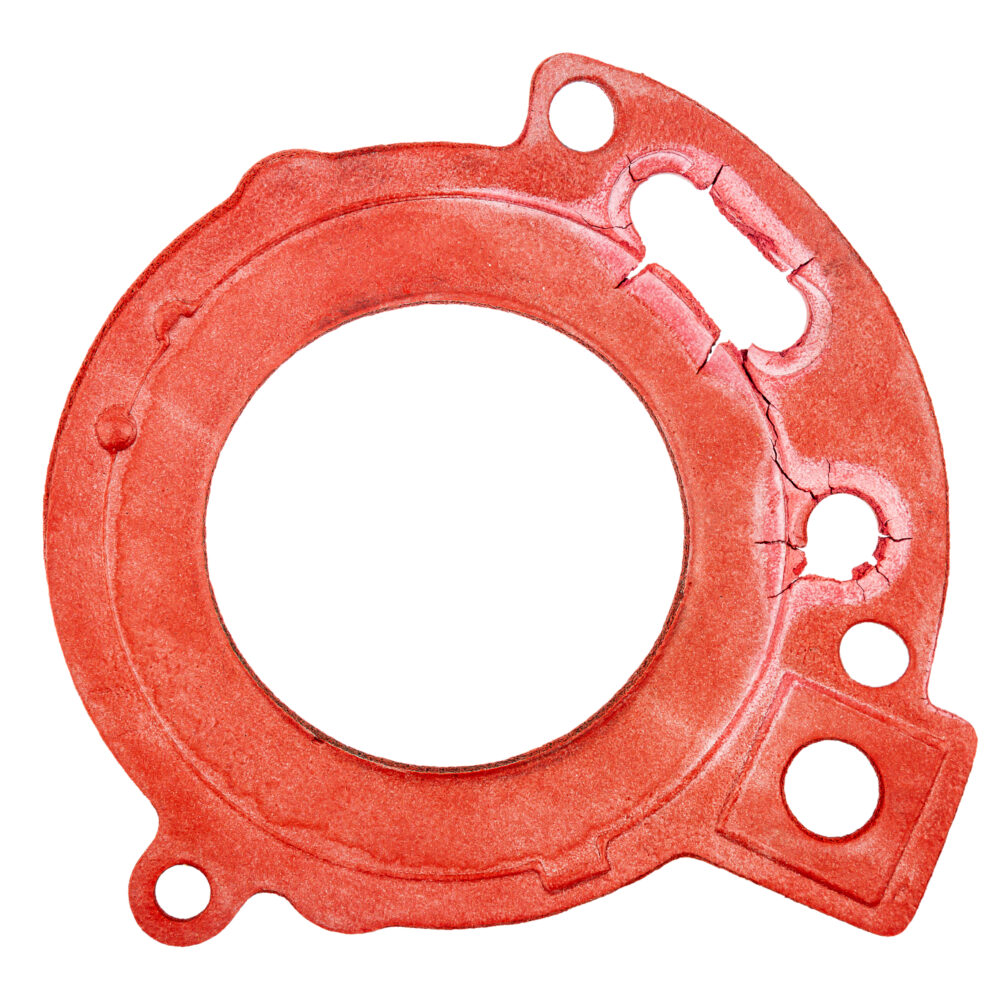
Zartheit, Zerbrechlichkeit
Eine weitere unerwünschte Eigenschaft, die die Festigkeit und Haltbarkeit des Produkts beeinträchtigen kann, ist die Sprödigkeit und Bruchanfälligkeit von Formteilen. Die Ursache des Problems liegt meist in einer unzureichenden Auswahl des Rohstoffs und falsch gewählten Einspritzparametern. Eine zu hohe Werkzeugtemperatur und eine zu kurze Einspritzzykluszeit können dazu führen, dass das Formteil spröde wird. Auch ein zu hoher Anteil an Verstärkungsadditiven im Rohmaterial kann zur Versprödung des Produkts führen.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Auswahl des richtigen Rohmaterials, um eine ausreichende Festigkeit und Flexibilität zu gewährleisten.
- Angemessene Einstellung der Parameter des Einspritzvorgangs wie Werkzeugtemperatur, Zykluszeit und Druck.
- Führen Sie Tests an Musterformteilen durch, um die Parameter zu optimieren und Sprödigkeit und Bruch zu vermeiden.
- Temperatursenkung im Zylinder.
- Reduzierung des Gegendrucks.
- Reduzierung der Schneckengeschwindigkeit.
- Prüfung des Materials auf Verunreinigungen.
- Verringerung der Menge des verwendeten Regranulats.
- Angemessene Trocknung des Rohmaterials vor dem Einspritzvorgang, um seinen Feuchtigkeitsgehalt zu reduzieren.
- Erhöhung der Formtemperatur.
- Spannungsabbau in der Formgebung.
Übermäßiger Glanz
Übermäßiger Glanz ist ein Effekt, bei dem die Oberfläche des Formteils übermäßig stark glänzt, so dass seine Ästhetik oft negativ beeinflusst wird. Die Ursache für dieses Problem ist in der Regel eine ungeeignete (zu hohe) Formtemperatur sowie ein zu hoher Einspritzdruck. Wenn der Kunststoff beim Spritzgießen zu stark aufgelöst wird, ist auf der Oberfläche des Formteils ein deutlicher Glanz sichtbar.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Einstellung der richtigen Formtemperatur, um ein übermäßiges Schmelzen des Kunststoffs zu verhindern.
- Angemessene Einstellung des Einspritzdrucks, um eine Übermischung des Kunststoffs während des Einspritzens zu vermeiden.
- Verwendung der richtigen Kühlparameter nach dem Einspritzen, um die richtige Konzentration des Kunststoffs auf der Oberfläche des Formteils zu gewährleisten.
- Verringerung der Einspritzgeschwindigkeit oder des Einspritzdrucks
- Erhöhung der Schließkraft der Form
- Ordnungsgemäße Reinigung der Formoberfläche und Überprüfung der Passgenauigkeit
- Angemessene Trocknung des Rohmaterials vor dem Einspritzvorgang, um seinen Feuchtigkeitsgehalt zu reduzieren.
- Druck- oder Temperaturabfall im Zylinder

Gasverbrennungen
Gasverbrennungen entstehen, wenn die Oberfläche des Formteils mit heißen Formoberflächen oder heißem Kunststoff in Berührung kommt. Als Folge dieses Kontakts entstehen dunkle, rauchige Flecken auf der Oberfläche des Formteils. Um Verbrennungen zu vermeiden, müssen die Formtemperatur und die Temperatur des Rohmaterials kontrolliert werden, um eine übermäßige Erwärmung der Formteiloberfläche zu verhindern.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Überwachung und Senkung der Werkzeug- und Rohmaterialtemperaturen.
- Richtige Einstellung der Parameter des Einspritzprozesses, um eine Überhitzung des Formteils zu vermeiden.
- Einhaltung angemessener Kühlparameter, um das Formteil nach dem Einspritzen schnell abzukühlen und Gasverbrennungen zu vermeiden.
- Verringerung der Einspritzgeschwindigkeit und des Drucks
- Erhöhung der Schließkraft der Form
- Ordnungsgemäße Reinigung der Formoberfläche und Überprüfung der Passgenauigkeit
- Angemessene Trocknung des Rohmaterials vor dem Einspritzvorgang, um seinen Feuchtigkeitsgehalt zu reduzieren.
- Senkung von Druck und Temperatur im Zylinder
Überdimensionierte Formteile
Von Übermaß spricht man, wenn ein Spritzgussteil größer ist als vorgesehen. Die Ursachen für dieses Problem können vielfältig sein. Sie können falsche Werkzeugeinstellungen sein, die keine präzise Maßwiedergabe ermöglichen, oder falsche Einspritzparameter, die ein übermäßiges Kunststoffwachstum in der Form verursachen können.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Regelmäßige Inspektion und Wartung des Spritzgusswerkzeugs in einwandfreiem Zustand.
- Angemessene Einstellung von Einspritzparametern wie Druck und Einspritzzeit, um genaue Abmessungen der Formteile zu gewährleisten.
- Sorgfältige Prüfung von Musterformteilen und ggf. Änderung der Einspritzparameter.
- Verringerung der Einspritzgeschwindigkeit und des Drucks
- Temperatursenkung im Zylinder
- Druckminderung
- Erhöhung der Werkzeugtemperatur und der Materialtemperatur
- Verkürzung der Gesamtzykluszeit
Schlechte Oberflächenqualität
Unregelmäßigkeiten in der Oberfläche des Formteils können durch unzureichende Formqualität, Beschädigung oder Verschmutzung der Form und ungeeignete Einspritzparameter entstehen. Die Oberfläche des Formteils kann dann uneben, rau oder beschädigt sein, was die Ästhetik und Funktionalität des Produkts erheblich beeinträchtigt. Der erwartete Glanz des Formteils hängt auch von der ordnungsgemäßen Ausführung der Form ab. Eine schlecht gewartete Form kann Kratzer, Hohlräume oder Verunreinigungen aufweisen, die beim Spritzgießen auf die Oberfläche des Formteils übertragen werden.

Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Verwendung von hochwertigen Spritzgusswerkzeugen, die entsprechend robust und widerstandsfähig sind.
- Regelmäßige Wartung, Reinigung und Reparatur der Spritzgussform, um Verunreinigungen und Schäden zu vermeiden.
- Überprüfung und Qualitätskontrolle der Formoberfläche vor dem Spritzgießen, um sicherzustellen, dass sie für die Herstellung qualitativ hochwertiger Formteile geeignet ist.
- Druck und Geschwindigkeit der Einspritzung erhöhen
- Erhöhung der Temperatur des verwendeten Materials
- Erhöhung des Gegendrucks
- Ordnungsgemäße Reinigung der Formoberfläche und Überprüfung der Passgenauigkeit
- Erhöhung des Anpressdrucks
- Angemessene Trocknung des Rohmaterials vor dem Einspritzvorgang, um seinen Feuchtigkeitsgehalt zu reduzieren.
- Verringerung der Einspritzgeschwindigkeit
Sichtbare Verbindungslinien
Eine sichtbare Verbindungslinie ist eine Stelle auf der Oberfläche eines Formteils, an der verschiedene Kunststoffströme beim Spritzgießen zusammentreffen. An diesen Stellen verschmilzt der Kunststoff und es entstehen sichtbare Linien auf der Oberfläche des Formteils, die ästhetisch inakzeptabel sein können. Als Folge dieses Phänomens kann das Produkt in der Nähe der Verbindungslinien des Strahls ungleichmäßig und ungenau aussehen.
Nachfolgend sind Präventivmaßnahmen aufgeführt, die ergriffen werden müssten, um das Problem in den Bereichen der Hobelzusammenführung zu beseitigen:
- Einstellung geeigneter Einspritzparameter wie Druck, Geschwindigkeit und Temperatur, um die Sichtbarkeit der Verbindungslinien zu minimieren.
- Auswahl eines geeigneten Rohstoffs, der beim Spritzgießen die richtige Bindungsfähigkeit aufweist.
- Sorgfältige Konstruktion der Form, um das Auftreten von Klebefugen auf den sichtbaren Oberflächen des Formteils zu minimieren.
- Druck und Einspritzzeit erhöhen
- Erhöhung der Formtemperatur
- Erhöhung der Temperatur und der Menge des verwendeten Materials
- Gründliche Reinigung und Vergrößerung der Lüftungsöffnungen
- Verringerung der Einspritzgeschwindigkeit
- Übertragung des Injektionslochs
- Erhöhung der Einspritzgeschwindigkeit

Unbeholfen
Unterfüllungen sind Bereiche auf der Oberfläche des Formteils, die während des Spritzgießens nicht vollständig mit Material gefüllt wurden. Diese nicht gefüllten Bereiche können durch unzureichendes Material oder falsche Werkzeugeinstellungen entstehen. Unterfüllungen können die Qualität und Funktionalität des Produkts erheblich beeinträchtigen und Probleme beim Gebrauch verursachen. Formteile mit einem solchen Fehler bestehen die Qualitätskontrolle nicht; dies ist ein inakzeptabler Fehler an einem Formteil.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Sicherstellung der richtigen Materialmenge beim Einspritzen durch Anpassung der Einspritzparameter wie Druck, Geschwindigkeit und Einspritzzeit.
- Regelmäßige Inspektion der Formwerkzeuge, um Schäden zu erkennen, die zu einer Unterfüllung führen können.
- Einsatz fortschrittlicher numerischer Simulationstechniken für die Einspritzung, um potenzielle Unterlaufbereiche zu identifizieren und die Spritzgießform so zu gestalten, dass diese vermieden werden.
- Erhöhung der Menge des verwendeten Materials
- Druck und Geschwindigkeit der Einspritzung erhöhen
- Vergrößerung der Entlüftungsöffnungen
- Anstieg der Materialtemperatur
- Erhöhung des Gegendrucks
- Erhöhung der Formtemperatur
- Vergrößerung des Injektionslochs
- Vergrößerung der Lieferkanäle und des Füllers
- Gründliche Reinigung der Lüftungsöffnungen
- Erhöhung des Anpressdrucks
Silberne Schlieren
Silberstreifen sind sichtbare Flecken auf der Oberfläche eines Formteils, die durch Auslaugung oder Ablösung von Verstärkungsadditiven im Rohmaterial verursacht werden können. Wenn Verstärkungsadditive im Rohmaterial nicht richtig dispergiert sind, können sie auf der Oberfläche des Formteils Schlieren bilden, die mit bloßem Auge sichtbar sind.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Geeignete Einstellung des Mischprozesses und Aufbereitung des Rohmaterials vor dem Einspritzen, um eine gleichmäßige Dispersion der Verstärkungsadditive zu gewährleisten.
- Überwachung des Feuchtigkeitsgehalts des Rohmaterials und Sicherstellung, dass das Rohmaterial unter den richtigen Bedingungen gelagert wird, um Silberschlieren zu vermeiden.
- Auswahl des Rohmaterials in der richtigen Qualität und mit dem richtigen Gehalt an Verstärkungsadditiven, wodurch die Gefahr von Schlieren auf der Oberfläche des Formteils minimiert wird.
- Angemessene Trocknung des Rohmaterials vor dem Einspritzvorgang, um seinen Feuchtigkeitsgehalt zu reduzieren.
- Erhöhung der Einspritzgeschwindigkeit
- Temperatursenkung im Zylinder
- Angemessene Kontrolle des Materials auf das Vorhandensein von Verunreinigungen
- Reduzierung der Schneckengeschwindigkeit
- Vergrößerung des Injektionslochs
- Reduzierung des Gegendrucks
- Verringerung der Einspritzgeschwindigkeit
Zusammenbrüche
Bei Einfallstellen handelt es sich um Bereiche auf der Oberfläche des Formteils, die eine geringere Höhe aufweisen oder eingedrückt sind, was zu einer falschen Teilegeometrie führen kann. Die Ursache für Einbrüche kann ein zu niedriger Einspritzdruck, eine zu niedrige Werkzeugtemperatur oder ein unzureichend konstruiertes Werkzeug sein, das nicht die vollständige Füllung aller Bereiche mit Kunststoff ermöglicht.
Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Bestimmung der geeigneten Einspritzparameter, wie Druck, Geschwindigkeit und Zeit, um sicherzustellen, dass die Form vollständig mit Kunststoff gefüllt wird.
- Angemessene Einstellung der Formtemperatur, um eine gleichmäßige Füllung jedes Teils der Form zu gewährleisten.
- Sorgfältige Konstruktion der Form, um die Gefahr des Einsturzes zu minimieren und sicherzustellen, dass alle Bereiche des Formteils gleichmäßig gefüllt werden.
- Erhöhung des Einspritzdrucks
- Verlängerte Injektionszeit
- Verringerung der Einspritzgeschwindigkeit
- Vergrößerung des Einspritzlochs und der Zuführungskanäle
- Positionierung des Injektionslochs näher am Querschnitt
- Erhöhung der Menge des Materials
- Senkung der Formtemperatur
- Verlängerung der Kühlzeit
Hohlräume
Hohlräume sind Bereiche im Inneren des Formteils, die während des Spritzgießens nicht ausreichend mit Material gefüllt wurden. Sie entstehen durch zu wenig Kunststoff, der keine Zeit hatte, die gesamte Form zu füllen. Dies kann durch einen unzureichenden Einspritzdruck, eine falsche Werkzeugeinstellung oder eine Beschädigung des Werkzeugs verursacht werden. Um Hohlräume zu vermeiden, muss sichergestellt werden, dass beim Einspritzen die richtige Menge an Material vorhanden ist. Dies bedeutet, dass Einspritzparameter wie Druck, Einspritzzeit und Geschwindigkeit so eingestellt werden müssen, dass die Form vollständig gefüllt werden kann. Darüber hinaus sind eine regelmäßige Wartung und ein guter Zustand der Spritzgießwerkzeuge der Schlüssel zur Vermeidung von Schäden, die die Einspritzqualität beeinträchtigen können.
Im Folgenden werden Präventivmaßnahmen genannt, die ergriffen werden sollten, um das Problem der Blasenbildung zu beseitigen:
- Druck und Einspritzzeit erhöhen
- Verringerung der Einspritzgeschwindigkeit
- Vergrößerung des Einspritzlochs, der Zuführungskanäle und des Angusses
- Positionierung des Injektionslochs näher am Querschnitt
- Vergrößerung der Materialmenge und gründliche Trocknung zur Beseitigung der Feuchtigkeit
- Ordnungsgemäße Reinigung der Lüftungsöffnungen
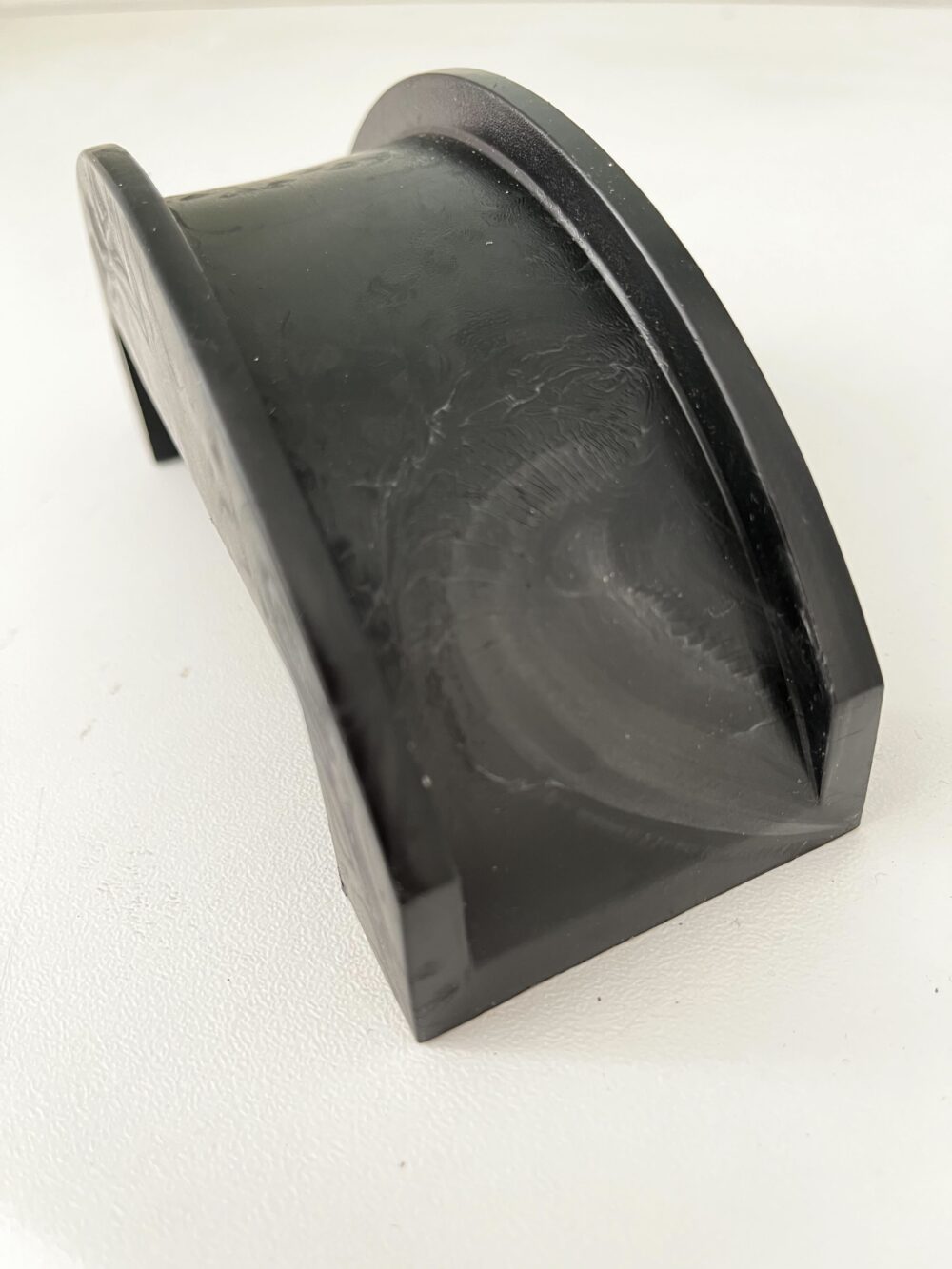
Verzerrungen, Verformungen
Verzug, Verformung oder übermäßige Verformung des Formteils sind Verwerfungen, die an der Oberfläche von Spritzgussteilen auftreten können. Sie können eine Vielzahl von Ursachen haben, darunter eine schlecht konstruierte Form, ungeeignete Einspritzparameter oder Werkzeugschäden. Verzug kann besonders bei komplexen Teilen oder Teilen mit komplizierten Geometrien auftreten.

Im Folgenden werden Präventivmaßnahmen aufgeführt, die zur Beseitigung des Problems ergriffen werden müssen:
- Sorgfältige Formgestaltung, die das Risiko des Verziehens und der Verformung minimiert.
- Überwachung und Anpassung von Einspritzparametern wie Druck, Einspritzzeit und Geschwindigkeit, um eine ungleichmäßige Formfüllung zu vermeiden.
- Regelmäßige Inspektion und Wartung von Spritzgusswerkzeugen, um Schäden zu vermeiden, die zu Verformungen an den Formteilen führen können.
- Kontrolle der gleichmäßigen Temperaturverteilung in der Form
- Erhöhung des Einspritzdrucks
- Erhöhen oder Senken der Werkzeugtemperatur
- Spannungsabbau im Formteil
- Übertragung des Injektionslochs
- Temperatursenkung im Zylinder
- Druckminderung
- Verlängerung der Kühlzeit
Zusammenfassung
Defekte in Formteilen sind ein Problem, das bei der Kunststoffverarbeitung auftreten kann. Sie beeinträchtigen die Festigkeit und Funktionalität der Teile, weshalb es wichtig ist, ihnen besondere Aufmerksamkeit zu schenken und sie zu vermeiden. Um sie zu vermeiden, ist es entscheidend, die Parameter des Spritzgussverfahrens zu kontrollieren und anzupassen, auf die Qualität der Spritzgussformen zu achten und das Rohmaterial vor dem Einspritzen richtig vorzubereiten und zu trocknen. Regelmäßige Inspektionen und die Wartung der Werkzeuge sind unerlässlich, um mögliche Schäden zu erkennen, die die Qualität der Spritzgussteile beeinträchtigen können. Mit den richtigen Präventivmaßnahmen lassen sich qualitativ hochwertige Formteile herstellen, die den Erwartungen in Bezug auf Ästhetik, Festigkeit und Funktionalität entsprechen.
Erwägen Sie die Fertigung mit Kunststoffen? Beraten Sie Ihr Projekt mit uns
