Wprowadzenie do odlewania rotacyjnego
Odlewanie rotacyjne – również określane jako formowanie rotacyjnego lub rotomoulding – jest jedną z najszybciej rozwijających się metody przetwarzania tworzyw sztucznych. Łatwo zrozumieć, dlaczego. Rotacyjne techniki formowania – w połączeniu z wykorzystywanymi proszkami poliolefinowymi można używać do wykonywania pustych przedmiotów o dowolnej wielkości, oraz zróżnicowanej geomterii – otwarte lub zamknięte. W ostatnich latach technika rotomouldingu została obszernie opracowana. Na linii produkcyjnej ten proces może teraz konkurować z lub takimi metodami przetwórstwa jak:
- formowanie z rozdmuchem,
- formowanie wtryskowe,
- termoformowanie,
- laminowanie.
Formowanie rotacyjne było rozpoczęło swój rozwój na początku XX wieku. Ale dopiero na początku lat 60., kiedy firma LyondellBasell zastąpiła żywice plastizolowe – żywicami poliolefinowymi, formowanie rotacyjne zyskało na popularności w przemyśle. W ciągu kilku lat rozwój małej i dużej gęstości specjalnie zaprojektowanego polietylenu dla formowania rotacyjnego, pozwoliło wejść na rynki, na których części i procesy żywiczne nie mogły już konkurować. Na początku lat 70. usieciowane i modyfikowane gatunki polietylenu weszły do produkcji na rynek formowania rotacyjnego. Te nowe proszki otworzyły się na więcej nowych obszarów rynkowych, zwłaszcza na produkcję dużych zbiorników. Liniowy polietylen o niskiej gęstości do rotomoldingu został opracowany pod koniec lat 70., a lata 80. przyniosły gwałtowny wzrost żywic niepolietylenowych, w tym nylonu, polipropylenu i poliwęglanu do formowania rotacyjnego.

Zał. 1 Mniejsze zbiorniki odlewane rotacyjne – dwuczęściowe.
Odlewanie rotacyjne jest unikatowe
Główna różnica między formowaniem rotacyjnym a innymi technikami formowania tworzyw sztucznych, takimi jak formowanie z rozdmuchem, wtryskiem, formowaniem próżniowym czy laminowaniem jest następująca:
- surowcem wykorzystywanym do procesu jest proszek – a nie jak w przypadku innych technologii granulat lub płyta,
- materiał topi się w formie wyłącznie przy wykorzystaniu temperatury – nie ciśnienia,
- forma obraca się kilkuosiowo,
- formy do odlewania rotacyjnego (pomimo swoich dużych gabarytów) są tanie w stosunku do innych technologii,
- ciśnienia robocze są stosunkowo niskie, co oznacza, że wyrób nie będzie posiadał dodatkowych naprężeń i będzie cechował się wysoką wytrzymałością na całej geometrii.

Zał. 2 Wyrotowane produkty o różnej wielkości i geometrii
Proces przetwórczy i materiały
Koncepcja formowania rotacyjnego jest bardzo prosta. Tworzywo sztuczne, w postaci proszku, umieszcza się w wydrążonej formie, zwykle wykonanej z odlewu aluminiowego lub wykonanej z blachy stalowej. Forma jest zamykana i powoli obracana w dwóch osiach. Forma jest następnie podgrzewana w piecu podczas obracania, a polimer stopniowo topi się i „układa” wewnątrz formy. Po całkowitym stopieniu się proszku polimerowego forma jest przenoszona do stacji chłodzenia i chłodzona zwykle powietrzem, a czasami drobną mgiełką wody. Gdy forma stygnie, część zestala się. Gdy materiał dostatecznie ostygnie, aby uwolnić się z powierzchni formy, proces zostaje zatrzymany, a produkt wyjęty z formy.
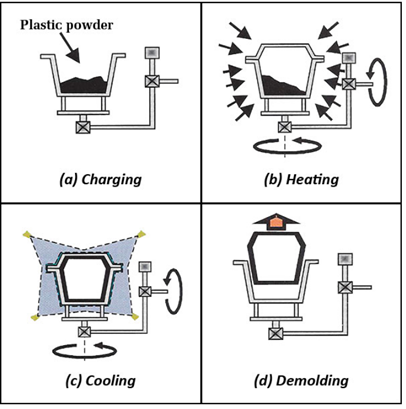
Zał. 3 Schemat procesu odlewania rotacyjnego
Istnieje wiele zmiennych, które mogą wpływać na produkcję i produkt końcowy, takich jak temperatura i wilgotność otoczenia, rodzaj formy, specyfikacja materiału i jakość proszku.
Obecnie przemysł jest w dużym stopniu uzależniony od polietylenu (PE), a 97% produktów formowanych rotacyjnie jest wykonanych z tego materiału. Polietylen jest wszechstronnym, łatwo formowalnym i łatwo dostępnym polimerem, który zdominował proces. Rotomoulding to technika odlewania, w której prawie zawsze stosuje się proszek zamiast granulek, co oznacza, że materiał musi być zmielony. Polietylen jest stosunkowo łatwy do zmielenia w temperaturze otoczenia. Najczęściej wykorzystywanymi rodzajami poletylenu są:
- LDPE (polietylen niskiej gęstości),
- LLDPE (liniowy polietylen o niskiej gęstości),
- HDPE (polietylen wysokiej gęstości).
Rozwój innych polimerów był utrudniony ze względu na fakt, że proces ten jest stosunkowo długi, a zatem agresywny w stosunku do polimerów, jednak istnieje pewne zastosowanie PVC (zwykle w postaci płynnego plastizolu), polipropylenu i poliamidu (PA6, PA11 i PA12). Wiele z tych materiałów niepolietylenowych jest trudnych do zmielenia i większość z nich wymaga przetworzenia na proszek za pomocą mielenia kriogenicznego – czyli mielenia przez zamrażanie, które jest bardziej kosztownym procesem. Pożądany jest wzrost prac badawczo-rozwojowych w celu poszerzenia gamy materiałów dostępnych dla przemysłu.

Zał. 4 – Proszek LDPE
Wady i zalety procesu
Odlewanie rotacyjne – zalety
- niewysoki koszt przygotowania produkcji, spowodowany niskim kosztem wykonania form odlewniczych,
- bezodpadowa metoda przetwórstwa,
- możliwość mocowania w formie dodatkowych elementów (tuleje, trzpienie, króćce, pierścienie), które zostają pokryte topiącym się tworzywem i po zakończeniu procesu stają się integralna częścią odlewu, istnieje również możliwość umieszczenia w formie żeber usztywniających, które zwiększają sztywność ścianek bardzo dużych odlewów,
- całość procesu (grzanie, topienie, formowanie oraz chłodzenie) przebiega w formie i nie wykorzystuje się w nim żadnego zewnętrznego ciśnienia brak linii łączenia na powierzchni wyrobów,
- możliwość otrzymywania przedmiotów o masie od kilkudziesięciu do kilkuset kilogramów, co jest niemożliwe do otrzymania w technologii wtryskiwania czy wytłaczania ze względu na konstrukcyjne ograniczenia tych maszyn przetwórczych.
Odlewanie rotacyjne – wady
- stosunkowo długi czas cyklu wytworzenia odlewu – niska wydajność,
- niska sprawność i duża energochłonność procesu, spowodowana nagrzewaniem i chłodzeniem formy przy pomocy powietrza,
- koszt przygotowania tworzyw zwiększa dodatkowo konieczność doprowadzenia ich do postaci proszku lub granulek.
Produkty wykonywane za pomocą rotomoudlingu
Ta wyjątkowo wszechstronna technologia może produkować niezwykłą gamę wyrobów. Istnieją tysiące produktów formowanych rotacyjnie, używanych w wielu sektorach. Kluczowe obszary obejmują:
- zbiorniki do przechowywania wody i chemii – do 50 000 litrów,
- produkty do transportu materiałów, takie jak pojemniki, skrzynie, palety oraz izolowane pojemniki na ryby i lodówki,
- produkty ekologiczne, które obejmują kosze na śmieci, pachołki drogowe, słupki, dzielniki ruchu i znaki drogowe,
- spławiki, boje i pontony,
- produkty motoryzacyjne, takie jak błotniki samochodów ciężarowych, przewody, zbiorniki oleju napędowego, skrzynki narzędziowe i deski rozdzielcze ciągników,
- kajaki i łodzie,
- produkty do użytku na zewnątrz, takie jak donice ogrodowe, beczki do wody i meble,
- zabawki i wyposażenie placów zabaw.

Zał. 5 – Przykładowe wyroby przemysłowe
Oprócz tych tradycyjnych obszarów obserwuje się duży wzrost popytu na innowacyjne, oparte na designie przedmioty, w tym wewnętrzne i zewnętrzne przedmioty artystyczne, oświetlenie i wysokiej jakości produkty dekoracyjne.

Zał. 6 – Przykładowe wyroby dekoracyjno-użytkowe
Podsumowując, jeden z najbardziej szanowanych pionierów w branży, profesor Roy Crawford, podsumowuje proces formowania rotacyjnego następującymi słowami:
„Nie ma wątpliwości, że branża formowania rotacyjnego dokonała zmian i dostosowała swoje podejście dzięki dużym postępom technologicznym w ostatnich dziesięcioleciach. Formowanie rotacyjne ewoluowało z metody produkcji postrzeganej przez wielu jako czarna sztuka w wyrafinowany proces tworzenia produktów wysokiej jakości, z których niektóre nie mogłyby zostać stworzone za pomocą żadnej innej metody formowania”
