Injection molding is the most popular technology for plastic production. It is characterized by the lowest unit cost of products. Production in this technology requires the prior manufacturing of a tool (mold). Injection molds consist of many elements, and their construction is complex. In this article, we have gathered knowledge about injection molds.

Reading this article, you will learn:
- What injection molding is.
- What the structure of injection molds is?
- What is the cost of manufacturing injection molds and how it is calculated?
- What is the production time for injection molds?
- What information is needed to prepare a quote and what are the stages of production.
- Interchangeable inserts as a cost-effective alternative
What is injection molding?
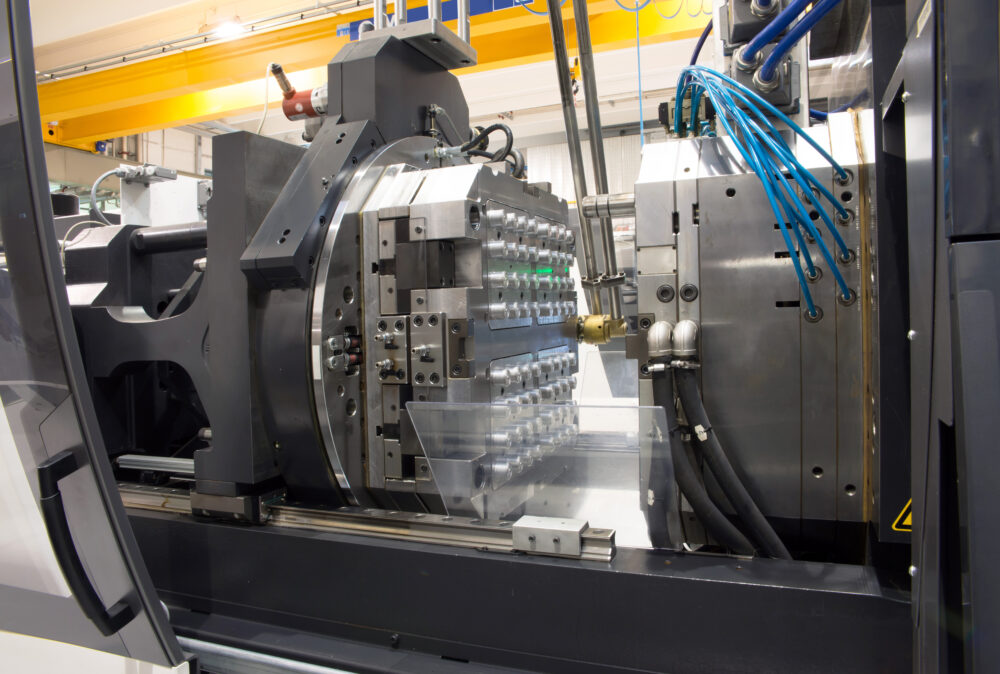
Injection molding is the most commonly used technology for mass production (especially large-scale) of plastics. It has a very wide range of applications across many industries.
Injection molding involves heating the plastic material, then injecting the softened plastic into a mold under the right pressure, where it is given the desired shape, and then removing the resulting product.

Injection molding technology owes its popularity to its high efficiency. In a short time, many products can be produced. It is characterized primarily by its versatility, as it allows for the creation of both small and large details, as well as those with simple to very complex shapes.
An injection mold is an essential tool for producing parts using injection molding technology. It enables the production of a part with the desired shape.
You can learn more about plastic injection molding technology here.
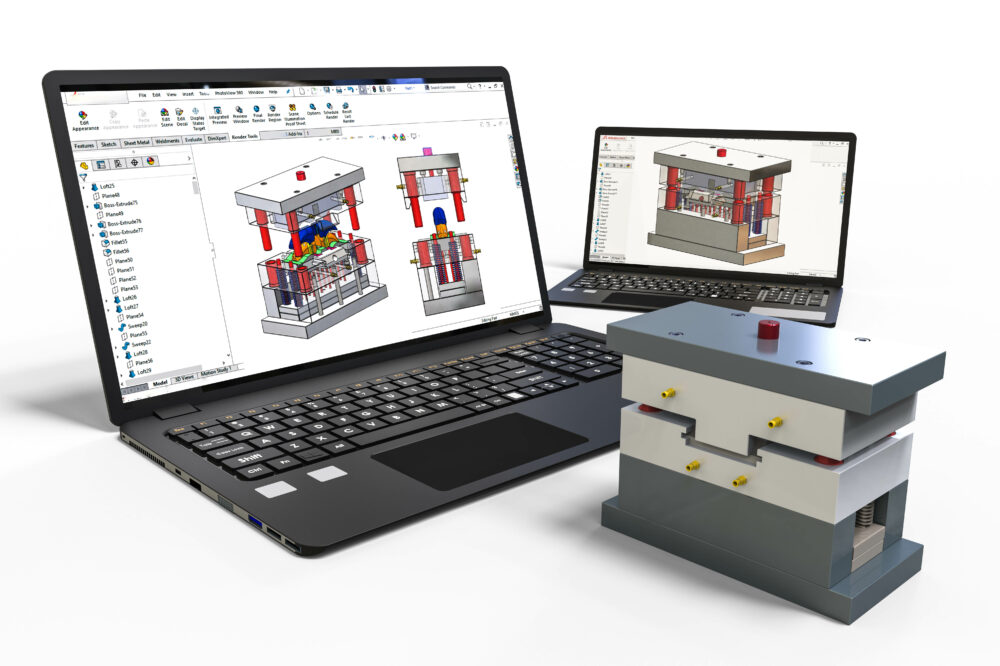
The construction of an injection mold
Manufacturing an injection mold is a complex process because it consists of many components. Only a meticulous approach to precision in manufacturing ensures that the produced items will be of the appropriate quality.
What functional systems are in a mold?
Injection molds have the following functional systems:
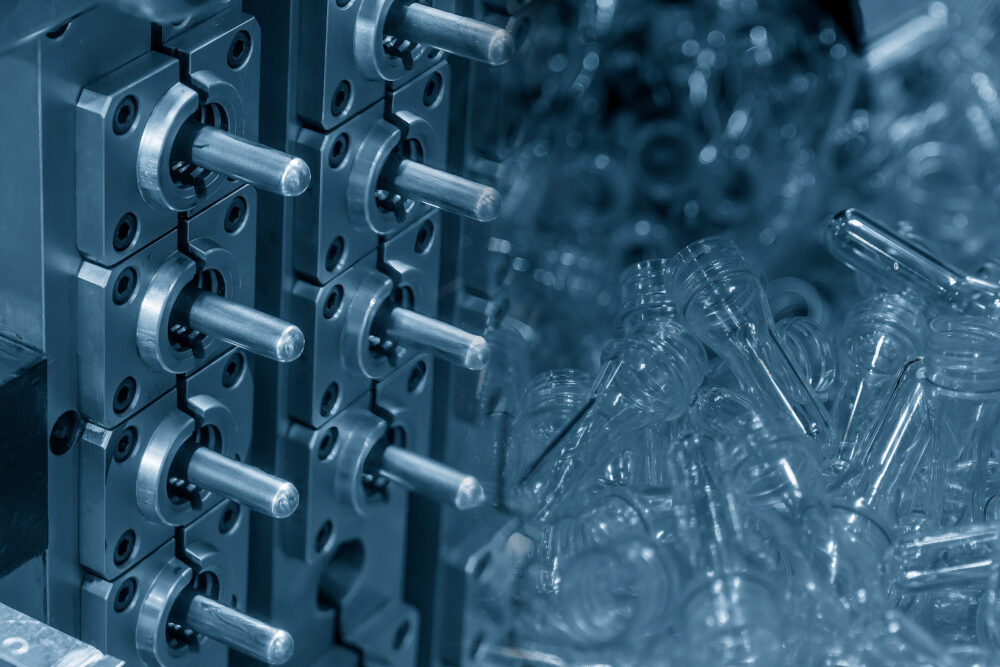
Molding cavity
It gives the final shape to the part. There are several molding surfaces, including the punch, die, or movable segments. Molds can be single-cavity or multi-cavity. The number of cavities determines how many products can be produced in one production cycle.
Runner system
Its function is to transport the softened material to the injection molding machine’s nozzle. The runner system consists of many channels.
Cooling system
Its task is to cool the product to a temperature that allows it to be removed from the mold. Freshly injected material reaches high temperatures, even above 200 degrees Celsius.
Ejection system for the product and sprue
It is an automated system designed to enable the “ejection” of the product from the mold
Case
The metal casing serves a protective function, safeguarding the interior of the injection mold.
What material are injection molds made of?
Selecting the right material is critical. Injection molds are crafted from high-quality steel tailored to each project’s specific requirements. Typically, this includes alloy or stainless steel, both renowned for their strength and durability. The decision on the type of steel involves considering the plastic material to be used, the intended application of the final products, and the expected number of production cycles.
What differentiates a cold runner system from a hot runner system?
A cold runner system for material flow is abbreviated as “CR”, while a hot runner system is abbreviated as “HR”. This choice is extremely important and has a significant impact on the production of molded parts.
There are many differences between CR and HR, including:
- The cost of CR molds is lower than HR molds (HR systems require the use of additional equipment)
- The presence of waste in the case of CR. The produced sprue is removed automatically or manually, and it can be ground into regrind and reused in a closed-loop process. We have discussed regrinds in a separate post.
- greater sensitivity to contaminants in the case of HR
- higher electricity consumption in the case of CR – this is because CR requires the use of a larger amount of material
What surface finishes can be manufactured?
Injection molds can have various surface finishes, which affect the aesthetics of the molded products. Below, the most commonly used finishes are described.
Technical polish
It refers to the surface finish obtained directly from the milling machine.
Mirror polish
This is a smoother surface than technical polish. The surface is smoothed until a mirror-like finish is achieved.
Textured surface achieved through various treatments
Injection molds can have various textures applied to them, which influence the aesthetic and functional qualities of the molded products.
Electrical discharge machining (EDM)
This method is primarily employed for manufacturing intricate product shapes. It relies on the phenomenon of electrical erosion.

Sandblasting
It involves giving the product the desired texture using sand grains.
Glass bead blasting
A more precise method than sandblasting, it involves giving the product the desired texture using glass beads.
Chemical etching
This is a method used for creating precise details. Surface finishing is achieved through a strong chemical reaction between acid and metal.
The cost of manufacturing an injection mold for high-volume production.
Since injection molds have a complex structure and must be precisely made, one of the first questions that arises is about the cost. When starting mass production, this cost has a significant impact on calculating the profitability of production.
What are the costs of injection molds for plastic production?
Each implementation is unique, and it is not possible to provide an exact cost estimate without a drawing or project. However, it can be assumed that the average cost of an injection mold ranges from 40,000 to 60,000 PLN for simpler components, from 60,000 to 90,000 PLN for more complex ones, and over 100,000 PLN for highly complex molds.
If you want to learn more about the costs of injection molds, read the article on this topic.
What are the costs of injection molds derived from?
The costs of injection molds primarily depend on two key factors: geometry and cavity complexity. The more intricate the design of the component, the higher the price of the mold. Likewise, when it comes to cavity complexity, the mold’s cost increases with the number of cavities it contains.
Cavity complexity in a mold refers to the number of impressions or cavities it contains, which determines how many parts can be produced in a single production cycle. For example, if we have a 4-cavity mold, we can manufacture 4 elements simultaneously during one production cycle.
The appropriate cavity complexity in an injection mold is planned based on the declared demand. With a higher number of cavities, the cost per produced part decreases because the injection time remains the same, while the number of produced parts increases.
The cost of molds depends on the manufactured part, depending on: The cost of molds depends on factors such as the weight, geometry, and the material from which the part will be made. Each plastic material has its own shrinkage characteristics, so each mold is designed based on calculations of material stresses and deformations. Consequently, it is not possible to manufacture a part, for example, in both PP and ABS using the same mold designed specifically for PP material.
Another aspect affecting the cost of a mold is the availability and price of the material itself. Mold design is another crucial factor. The time required for mold design is lengthy, and the designer responsible for it must possess specialized qualifications. Often, a part may appear uncomplicated at first glance, but the mold design can be complex.
Furthermore, it’s essential to consider the use of various machines and tools for the mechanical processing of the mold. This includes standard milling, which is a common process, as well as more precise machining used for intricate parts – a more costly procedure. Machining incurs expenses that ultimately affect the final cost.
In summary, there are many factors influencing the cost of creating an injection mold. It’s important to remember that the process of making an injection mold is lengthy and complex, requiring the involvement of many individuals and the conduct of various analyses.
What is the average production time for a mold?
The average production time for an injection mold ranges from 12 to 16 weeks.
The first stage of mold production is designing it, which is a relatively lengthy process. It involves creating a technical drawing of the mold, including various technological allowances. The next stage is the machining process, where parts of the mold are transformed into their final shape. Finally, finishing works are carried out, such as applying the appropriate texture to the mold, followed by assembly. After all these steps, the mold is ready for the production of the initial prototype series.
What is the warranty for the molds?
The standard warranty for an injection mold is typically issued for 500,000 cycles (injections) or a specified number of years of use. However, in practice, especially when used in Plastipol facilities, we often provide a lifetime warranty. We take care of the molds entrusted by the customer and, as needed, perform any necessary repairs.
What information is necessary to prepare a quotation for injection molds?
To provide a quotation for an injection mold, we require the following information:
- The material from which the final product should be made (of course, if it is not specified, we are here to assist in selecting the appropriate one)
- the demand (annual/monthly/quarterly)
- the purpose or intended use of the part
- a 3D model and/or technical drawing of the component
- the aesthetics of the part (based on this, we select the appropriate surface finish)
After obtaining the above information, our team of engineers determines the appropriate cavity complexity of the injection mold, which is selected based on the estimated demand provided by the customer. We then suggest the suitable surface finish for the part, taking into account both functionality and aesthetics.

How does the process from order placement to production looks like?
The process consists of the following stages:
- Customer submits an inquiry → We guarantee a prompt response within a maximum of 1 hour.
- Initial presentation of capabilities and proposals → At this stage, we consult with you on the design to ensure we have correctly understood your requirements and address any questions you may have.
- Injection mold design based on the 3D model of the product, along with simultaneous determination of processing parameters.
- Preparation of technical documentation for the mold and its production → Due to the complexity of molds, this period typically ranges from 12 to 16 weeks.
- Preparation of prototypes for customer approval → The maximum time for acceptance or requested revisions is 7 days.
- Acceptance of prototypes and starting the production series.
- Production of the production series → The time required depends on the quantity ordered and the current capacity of the production facility.
Is it possible for injection molds to be less expensive?
Yes, in addition to the conventional injection mold manufacturing technology, we also offer an alternative option, which is interchangeable inserts. This technology is suitable for less complex products and smaller production runs, and it can provide a cost-effective solution.

The process specifics are exactly the same as in traditional injection molding. In a simplified explanation, it involves injecting molten plastic (under high pressure) into the mold cavity, where the part takes its final shape and solidifies. The only difference is that instead of a complete injection mold, only an insert is produced, and a universal mold base is used.
Another appealing aspect that may convince you to consider investing in interchangeable inserts is the lead time, which is typically up to a maximum of 30 working days. In comparison, the cost of manufacturing a traditional injection mold takes 12-16 weeks.
The production method for interchangeable inserts is approximately 40-60% cheaper than traditional molds. The average price range for inserts is approximately 20,000 to 45,000 PLN.
Of course, this method also has its limitations. It is not suitable for very complex parts and high-volume or mass production.
The cost of molded parts in this process is slightly higher than in traditional injection molding. This is because the production process is less automated.
Is it possible to change the material of the part without modifying the mold?
Unfortunately, it is not possible to change the material of the part without modifying the mold. Different materials have varying levels of shrinkage during processing, with some having a shrinkage rate as low as 0.2%, while others can be as high as 4%. For instance, PA66 has a shrinkage rate of around 0.5%, whereas HDPE has a much broader range, from 1.5% to as high as 4%. This is of great significance in mold design. If a material change is made without appropriate modifications to the mold, it can result in several defects in the molded part (including runner issues), which can result in the part not fulfilling its intended function.
Sometimes it’s possible to produce molded parts with a different material on the same mold. However, the new material should belong to the same material group (for example, within the polyolefin group, switching from PP to PE), but appropriate tests must be conducted beforehand to ensure that the molded parts will not exhibit defects. Otherwise, there is a risk of encountering the defects mentioned earlier.
Is it possible, and when, to produce different parts on a single mold that are distinct from each other?
Yes, it is possible, but only in specific cases. It can be done when the parts are nearly identical in terms of weight, geometry, and quantity. This approach can be applied, for example, to parts that are mirror images of each other and have the same demand. It’s important to note that you cannot produce only one part without simultaneously producing the other in such cases.
Summary
Injection molding is the most popular technology for plastic production, and the precision of mold manufacturing significantly impacts the quality of the molded parts. Molds can have various surface finishes, and their selection has a substantial influence on the aesthetics of plastic products.
The production of injection molds is a lengthy and complex process, which greatly affects the cost of manufacturing. Before ordering the material, it is essential to create the mold design.
There is also a more cost-effective alternative in the form of interchangeable inserts. This method involves using a universal mold base and producing only the molding inserts. We recommend this approach for less complex products and smaller production volumes.
Are you considering injection mold production? Consult your project with us and gain the necessary knowledge to save on your production costs.
